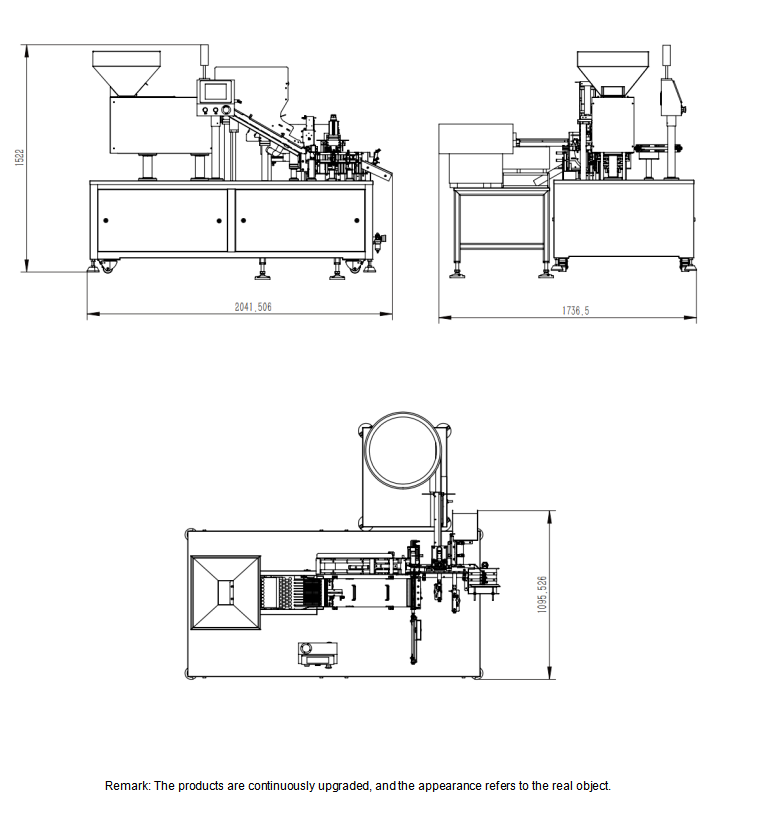




Présentation de la machine
Les comprimés effervescents constituent l’un des défis d’emballage les plus exigeants de l’industrie pharmaceutique. Contrairement aux comprimés classiques, qui restent stables dans des flacons ou des blisters standards, les formulations effervescentes contiennent du bicarbonate de sodium ou des sels de carbonate associés à de l’acide citrique ou d’autres acides organiques : lorsqu’elles sont exposées à l’humidité atmosphérique, même à des niveaux d’humidité relative aussi faibles que 30 % HR, ces composants commencent à réagir, provoquant une effervescence prématurée, des piqûres superficielles, un ramollissement des comprimés et, en fin de compte, une défaillance du produit. La solution d’emballage doit créer une barrière quasi nulle contre la pénétration d’humidité et éliminer activement l’humidité résiduelle présente dans le récipient scellé. La machine automatique haute vitesse de remplissage de tubes pour comprimés effervescents de Ruiyi répond à ces exigences grâce à un système d’emballage intégré qui regroupe quatre opérations essentielles en un seul processus continu : orientation et alimentation des tubes, comptage précis et remplissage des comprimés, positionnement des bouchons dessiccateurs et scellement à couple contrôlé. La machine utilise une conception rotative à postes multiples avec indexage précis, où les tubes progressent séquentiellement d’un poste à l’autre sur un plateau d’indexage de haute précision. Au poste d’alimentation des tubes, des tubes en plastique vides sont orientés, individualisés à partir du trémie en vrac et placés dans les alvéoles du plateau. Celui-ci effectue un indexage vers le poste de comptage/remplissage, où un compteur photoélectrique multi-canaux de comprimés dispense avec précision le nombre programmé de comprimés dans chaque tube. Le poste suivant positionne un bouchon dessiccateur — contenant du gel de silice ou un dessiccant à base de tamis moléculaire — sur chaque tube rempli. Le poste critique de scellement applique ensuite un couple précis et contrôlé afin de visser le bouchon sur le corps du tube, créant ainsi un joint hermétique immédiatement vérifié par le système de surveillance du couple de vissage du bouchon. Les tubes terminés sont évacués sur un convoyeur de sortie destiné aux opérations d’emballage secondaire. La conception de la machine accorde une attention particulière au poste de scellement, car même de légères variations du couple de serrage du bouchon peuvent engendrer des voies de pénétration d’humidité, compromettant entièrement l’objectif de l’emballage. L’équipe d’ingénierie de Ruiyi a développé un système servo-commandé d’application du couple doté d’une rétroaction dynamique : la sortie en couple du moteur est surveillée et ajustée en temps réel en fonction des caractéristiques de vissage du bouchon, de la dureté du matériau du bouchon et de la géométrie des filetages du tube. Le système enregistre la valeur du couple pour chaque tube scellé, fournissant des registres de qualité vérifiables destinés à la documentation par lot pharmaceutique. Toutes les surfaces en contact avec le produit sont en acier inoxydable SUS304, et la zone de comptage des comprimés est entourée d’une protection transparente assurant un flux d’air filtré par filtre HEPA sous pression positive afin d’empêcher toute pénétration d’humidité environnementale pendant l’opération de remplissage. Les bouchons dessiccateurs sont stockés dans un magasin contrôlé en humidité équipé d’une alarme indiquant le temps maximal d’exposition : si les bouchons restent dans le magasin ouvert au-delà de la durée limite programmée, la machine alerte l’opérateur afin qu’il les remplace par des bouchons neufs provenant d’un emballage scellé. Ces fonctionnalités de gestion de l’humidité reflètent la compréhension approfondie par Ruiyi des exigences de stabilité des produits effervescents, acquise au cours de plus de 20 ans d’expérience dans la conception de machines d’emballage pharmaceutique et grâce à une collaboration étroite avec des fabricants mondiaux de comprimés effervescents.
Paramètres techniques
Principe de fonctionnement
La machine de remplissage de tubes effervescents fonctionne selon un principe d’indexation rotative à plusieurs postes, chaque poste effectuant une opération spécifique tandis que le plateau d’indexation fait avancer les tubes remplis et scellés vers le point de déchargement. Le processus commence au poste 1 — Alimentation des tubes : des tubes en plastique vides sont chargés dans une trémie volumineuse équipée d’un mécanisme d’orientation qui garantit que tous les tubes sont acheminés vers la goulotte d’alimentation avec leur extrémité ouverte orientée vers le haut. Une cuillère rotative ou un alimentateur à bol vibrant individualise les tubes et les place un par un dans les alvéoles du plateau d’indexation. Des capteurs de présence de tube à ce poste vérifient que chaque alvéole contient bien un tube correctement orienté avant que le plateau n’effectue son pas d’indexation. Postes 2-3 — Comptage et remplissage des comprimés : le plateau d’indexation fait avancer le tube vide sous une tête de comptage photoélectrique à plusieurs canaux. Les comprimés sont acheminés depuis un réservoir vibrant vers des canaux de comptage où des capteurs à faisceau infrarouge détectent et comptent chaque comprimé lors de son passage. L’API (automate programmable industriel) accumule les signaux de comptage, et dès que la quantité prédéfinie est atteinte pour ce tube, une vanne dévie le flux de produit tandis que le plateau fait avancer le tube rempli. Le système de comptage intègre une logique anti-double-comptage et une détection des fragments de comprimés : si un comprimé cassé traverse la zone du capteur, son motif irrégulier d’interruption lumineuse est reconnu et le fragment est rejeté dans un bac de collecte séparé. La zone de remplissage est entourée d’une protection transparente avec un air à pression positive filtré par un filtre HEPA afin d’empêcher l’humidité ambiante de venir en contact avec les comprimés effervescents hygroscopiques pendant le remplissage. Poste 4 — Pose du bouchon dessiccant : les bouchons dessiccatifs, qui intègrent un insert de gel de silice ou de tamis moléculaire à l’intérieur du corps du bouchon, sont alimentés depuis une magasin étanche contrôlé en humidité vers un dispositif de pose des bouchons. Ce dispositif saisit un bouchon individuel et le positionne précisément sur l’ouverture du tube rempli. Le magasin de bouchons est maintenu à faible humidité grâce à un sachet dessiccant intégré, et un capteur surveille le temps cumulé d’exposition des bouchons à l’atmosphère ambiante. Si la limite d’exposition programmée est dépassée (généralement 30 à 60 minutes), la machine arrête l’alimentation des bouchons et avertit l’opérateur de remplacer le contenu du magasin. Poste 5 — Serrage à couple : il s’agit du poste le plus critique de l’ensemble du processus. Une tête de serrage motorisée par servo-moteur descend sur le bouchon et applique un couple de rotation contrôlé pour visser le bouchon sur le corps du tube. Le couple fourni par le servo-moteur est mesuré en continu via le courant de son variateur, avec rétroaction en temps réel vers l’API. La valeur cible de couple — généralement comprise entre 1,0 et 3,5 Nm selon la taille et le matériau du bouchon — est programmée dans la recette de l’interface homme-machine (IHM). Si le couple appliqué sort de la plage acceptable (trop faible, risquant un scellement incomplet, ou trop élevé, risquant d’endommager le bouchon ou les filets), le tube est automatiquement rejeté au poste d’inspection en aval. La valeur de couple de serrage de chaque tube est enregistrée dans l’historique de données de la machine afin d’assurer la traçabilité par lot. Poste 6 — Vérification du scellement du bouchon et rejet : un poste de vérification secondaire utilise un réseau de capteurs optiques ou un contrôle non contact du couple pour confirmer la présence du bouchon et sa position correcte. Les tubes ayant échoué au poste de serrage à couple ou à la vérification sont déviés vers une goulotte de rejet. Poste 7 — Déchargement : les tubes vérifiés sont éjectés des alvéoles du plateau d’indexation sur un convoyeur de sortie, généralement en position verticale, pour être transférés aux opérations d’étiquetage, de marquage, de contrôle de masse et de conditionnement en cartons. Tout le cycle d’indexation est piloté par servo-moteur afin d’assurer une accélération et une décélération fluides, minimisant ainsi l’écaillage des comprimés et les chocs subis par les tubes, qui pourraient générer de la poussière ou endommager les comprimés. Le temps de cycle par poste détermine la vitesse globale de la machine : à 80 tubes par minute, le cycle par poste est d’environ 0,75 seconde, ce qui illustre la précision requise pour un fonctionnement fiable à des vitesses de production commerciales.
Caractéristiques principales
Applications et expérience pratique
Fabricant de vitamine C effervescente — Allemagne
Une entreprise pharmaceutique allemande spécialisée dans les médicaments en vente libre (OTC), produisant des comprimés effervescents de vitamine C haut de gamme destinés au marché européen des consommateurs, a intégré la machine de remplissage de tubes Ruiyi série ET dans sa ligne d’emballage primaire pour son référentiel (SKU) de tubes de 20 comprimés, qui représente environ 65 % du volume total de ses produits effervescents. Les spécifications qualité du client étaient particulièrement exigeantes : elles exigeaient une dégradation du produit induite par l’humidité inférieure à 0,1 % après un essai de stabilité accéléré de 24 mois à 40 °C et 75 % d’humidité relative (HR), conformément aux lignes directrices ICH Q1A. Le système de scellage à couple contrôlé par servo-moteur de la machine Ruiyi, appliquant un couple de fermeture constant de 2,8 Nm sur des bouchons dessiccateurs de 27 mm de diamètre, a été validé pour maintenir l’intégrité du sceau tout au long de la période d’étude de stabilité. La machine fonctionne à un débit de 90 tubes par minute selon un régime de production en deux postes, produisant environ 75 000 tubes par jour. L’enceinte filtrée par filtre HEPA entourant la zone de remplissage constituait une exigence critique pour assurer la conformité du client à l’Annexe 1 des bonnes pratiques de fabrication (BPF) européennes (EU GMP), notamment en ce qui concerne le contrôle de l’exposition du produit. Le système intégré d’enregistrement du couple fournit un relevé complet des forces de scellage pour chaque lot de production, soutenant ainsi la documentation du système qualité pharmaceutique du client sans nécessiter de tests manuels supplémentaires. Le responsable technique du client a indiqué que la précision du comptage des comprimés par la machine dépassait sa spécification de 99,5 %, avec des taux d’erreur validés inférieurs à 0,15 % lors de la production courante. Le partenaire technique européen de Ruiyi, basé à Francfort, a fourni une assistance locale lors de l’installation et maintient un stock de pièces détachées critiques en consignation, permettant une livraison sous 24 heures au sein de l’UE. Après 18 mois d’exploitation en production, les seules opérations de maintenance principales requises ont consisté en un remplacement périodique des guides d’usure des canaux de comptage (tous les six mois) et des sachets dessiccateurs des magasins à bouchons dessiccateurs (remplacement mensuel), ces deux opérations étant classées comme des tâches de maintenance courante effectuées par les opérateurs.
Producteur de supplément calcique effervescent — Brésil
Un fabricant brésilien de compléments alimentaires, détenteur d'une part de marché dominante dans les formulations effervescentes de calcium et de magnésium pour le marché latino-américain, a déployé deux machines de la série ET de Ruiyi pour ses formats de tubes contenant 10 et 15 comprimés. Les produits de l’entreprise sont distribués via des chaînes de pharmacies à travers les différentes zones climatiques du Brésil, depuis la région humide de l’Amazonie jusqu’au nord-est sec — ce qui constitue un test réel exigeant de l’intégrité de l’emballage étanche à l’humidité. L’ancienne installation semi-automatique de remplissage de tubes utilisée par le client entraînait un taux annuel de retours de produits de 4 à 6 %, attribuable à une effervescence prématurée causée par la pénétration d’humidité à travers des tubes mal scellés de façon incohérente. Après avoir migré vers le système entièrement automatisé Ruiyi équipé d’un système de vissage à couple servo-commandé, le taux vérifié de retours de produits liés à des problèmes de qualité dus à l’humidité est tombé sous 0,3 % au cours des douze premiers mois. Cette amélioration s’explique par deux facteurs : la régularité et la traçabilité du couple de vissage, éliminant ainsi les bouchons insuffisamment serrés, et le système de gestion du temps d’exposition des bouchons contenant un agent dessiccant, empêchant l’utilisation de bouchons ayant absorbé de l’humidité ambiante avant leur application. La capacité de la machine — 100 tubes par minute pour le format de 10 comprimés — a permis au client de regrouper la production issue de deux lignes manuelles en une seule ligne automatisée, réduisant le personnel direct de six opérateurs à deux. Une fonction particulièrement appréciée était le système de rejet des fragments de comprimés : les comprimés effervescents de calcium sont intrinsèquement plus fragiles que les formulations de vitamine C en raison de leur teneur plus élevée en minéraux, et la capacité du système de comptage à détecter et rejeter les fragments de comprimés a considérablement réduit les réclamations des clients concernant des comprimés cassés à l’intérieur des tubes scellés. Le directeur de la production du client a estimé que la réduction des retours de produits et les économies de main-d’œuvre ont permis d’atteindre un retour sur investissement dans les 16 mois suivant l’installation.
Emballage exportateur de multivitamines effervescentes — Turquie
Une entreprise de conditionnement sous contrat basée à Istanbul, spécialisée dans l’exportation de comprimés effervescents vers les marchés du Moyen-Orient et d’Afrique du Nord, a installé une machine de la série ET de Ruiyi afin de réaliser le remplissage sous contrat pour plusieurs marques clientes disposant de spécifications variées en matière de tubes. L’installation conditionne des comprimés effervescents multivitaminés contenant de la vitamine C, des vitamines du groupe B, du zinc et d’autres minéraux, dans des tubes dont le diamètre varie de 22 mm à 33 mm et contenant de 10 à 20 comprimés chacun. L’exploitation multi-clients nécessitait des changements fréquents de format — généralement 3 à 5 par semaine — ce qui rendait particulièrement précieuse la capacité de la machine à effectuer rapidement ces changements de format. Le système de recettes de l’interface homme-machine (IHM) stocke 24 configurations produit validées, chacune comprenant les dimensions des tubes, le nombre de comprimés, l’objectif de couple de vissage des bouchons, la configuration des canaux de comptage et les paramètres de vitesse du convoyeur. Les procédures de changement de format sont guidées pas à pas sur l’IHM avec des illustrations photographiques, permettant aux opérateurs de production d’effectuer ces changements de format de manière autonome, sans assistance technique. Le responsable des opérations du client a indiqué un temps moyen de changement de format de 28 minutes entre différents formats de tubes, ce qui correspond à la spécification de Ruiyi (20 à 40 minutes). Les fonctionnalités de gestion de l’humidité se sont révélées particulièrement utiles compte tenu de l’emplacement côtier d’Istanbul, où l’humidité ambiante dépasse régulièrement 70 % pendant les mois d’été. L’enceinte filtrée HEPA de la zone de remplissage, complétée éventuellement par un purge à l’azote (activée durant la saison estivale de juillet à septembre, caractérisée par une forte humidité), a permis de maintenir une qualité de production constante malgré les variations saisonnières d’humidité. Le système de surveillance du temps d’exposition des bouchons a permis d’éviter les problèmes de qualité liés aux bouchons désiccants lors de longues séries de production, au cours desquelles le rechargement du bac à bouchons aurait pu autrement introduire dans le processus des bouchons dont l’intégrité contre l’humidité aurait été compromise. Le client a depuis ajouté une deuxième machine de la série ET afin d’accroître sa capacité de production pour le format de tube contenant 20 comprimés, destiné à son client le plus important ; cette deuxième machine est configurée comme une ligne dédiée mono-produit fonctionnant à un débit de 120 tubes par minute.
Assurance Qualité et Certifications
Hangzhou Ruiyi Machinery Technology Co., Ltd. fabrique toutes les machines de remplissage de tubes effervescents dans le cadre d’un système de management de la qualité certifié ISO 9001:2015, complété par des contrôles de processus spécifiques aux équipements d’emballage pharmaceutique. Les essais d’acceptation en usine pour la série ET comprennent : un essai continu de fonctionnement de 48 heures à la vitesse nominale maximale, avec enregistrement détaillé des temps d’arrêt et des défauts ; une vérification de la constance du couple de vissage à l’aide d’un dynamomètre étalonné sur 1 000 tubes consécutifs (analyse CpK avec exigence minimale de 1,33) ; une validation de la précision du comptage des comprimés pour trois tailles de comprimés différentes et deux quantités à compter (minimum 10 000 comptages par validation, objectif de précision supérieur à 99,5 %) ; un essai de fiabilité du positionnement des capsules dessiccatives (minimum 5 000 capsules, taux de réussite supérieur à 99,9 %) ; un essai d’intégrité des filtres HEPA et une vérification de la surpression dans l’enceinte de remplissage ; des essais complets de sécurité électrique conformément à la norme IEC 60204-1 ; des essais de fonctionnement et d’étanchéité du système pneumatique ; ainsi qu’un ensemble complet de documentation incluant les certificats de matériaux pour tous les composants entrant en contact avec le produit, la déclaration CE de conformité et le rapport de validation des essais d’acceptation en usine (FAT). L’équipe de recherche et développement de Ruiyi, composée de 10 personnes, intègre les retours de l’industrie pharmaceutique afin d’améliorer continuellement la plateforme de la série ET. Parmi les améliorations récentes figurent un capteur de couple pour les bouchons mis à niveau, doté d’une fréquence d’échantillonnage plus élevée pour un contrôle adaptatif plus précis, un algorithme amélioré de détection des fragments de comprimés développé à l’aide d’une analyse par apprentissage automatique des données historiques des signaux capteurs, et une option de surveillance à distance activée par l’Internet des objets (IoT), permettant aux responsables de production de consulter en temps réel l’état de la machine, les indicateurs de disponibilité globale des équipements (OEE) et les données relatives à la qualité du couple via un tableau de bord web sécurisé. La machine porte le marquage CE et est conçue pour faciliter la conformité aux annexes 1 des bonnes pratiques de fabrication (BPF) de l’Union européenne, à la réglementation américaine FDA 21 CFR Partie 211 et aux lignes directrices BPF de l’Organisation mondiale de la Santé (OMS) applicables à l’emballage des formes posologiques solides. Tous les lubrifiants utilisés à proximité des zones de contact avec le produit sont des lubrifiants alimentaires de catégorie H1 conformes à la FDA. La documentation fournie avec la machine est disponible en anglais et en chinois ; des traductions supplémentaires dans d’autres langues sont proposées pour les principaux marchés d’exportation.
Questions fréquemment posées
1. Comment le système d’étanchéité anti-humidité à bouchon dessiccant garantit-il la stabilité à long terme du produit ?
Le système de protection contre l'humidité fonctionne grâce à trois mécanismes intégrés. Premièrement, le bouchon dessiccateur lui-même contient, dans son corps, une pastille de gel de silice ou de tamis moléculaire qui absorbe activement l'humidité présente dans l'air piégé à l'intérieur du tube lors du scellement, réduisant ainsi l'humidité relative interne à moins de 10 % en quelques heures suivant le scellement. Deuxièmement, la station de scellement à couple pilotée par servo-moteur applique un couple précis et constant (généralement compris entre 1,0 et 3,5 Nm, selon la taille du bouchon) afin de créer un joint mécanique hermétique entre le bouchon et le corps du tube. Ce joint empêche l'humidité externe de pénétrer dans le tube pendant le stockage et la distribution. Troisièmement, le système de gestion de l'exposition des bouchons de Ruiyi surveille la durée pendant laquelle les bouchons dessiccateurs ont été exposés à l'air ambiant avant leur application. Dès leur retrait de leur emballage scellé, les bouchons dessiccateurs commencent à absorber l'humidité présente dans l'atmosphère ; s'ils restent trop longtemps exposés, ils saturent et perdent toute efficacité. La machine suit le temps d'exposition des bouchons dans la magasin et alerte les opérateurs afin qu'ils remplacent les bouchons avant que leur capacité d'absorption d'humidité ne soit compromise. Ensemble, ces trois mécanismes forment une barrière multicouche contre l'humidité, dont l'efficacité a été validée pour assurer la stabilité des comprimés effervescents sur une durée de conservation de 24 à 36 mois, dans les conditions climatiques des zones II et IV définies par l'ICH. L'efficacité du système est encore renforcée par la zone de remplissage à pression positive équipée d'un filtre HEPA, qui limite au maximum le contact des comprimés avec l'humidité durant l'opération de remplissage elle-même.
2. Quelles dimensions et types de tubes sont compatibles avec la machine ?
La machine de remplissage de tubes de la série ET Ruiyi accepte les tubes en plastique dont le diamètre varie de 20 mm à 40 mm et la hauteur de 60 mm à 150 mm, couvrant ainsi la grande majorité des formats commerciaux de tubes destinés aux comprimés effervescents. La machine est compatible avec des corps de tubes en polypropylène (PP), en polyéthylène haute densité (HDPE) et en polyéthylène téréphtalate (PET), dotés de bouchons à filetage. Elle gère sans réglage des épaisseurs de paroi de tube comprises entre 0,8 mm et 1,5 mm. Des sections transversales de tube à la fois rondes et légèrement ovales peuvent être accommodées grâce à une personnalisation des nids à cadran. Le mécanisme de vissage des bouchons prend en charge les filetages simples et multiples standard couramment utilisés dans l’emballage pharmaceutique de tubes. La couleur et l’opacité des tubes n’affectent pas le fonctionnement de la machine, car l’orientation et le positionnement reposent sur des guides mécaniques plutôt que sur une détection optique. Pour les clients souhaitant introduire de nouveaux formats de tubes, Ruiyi propose un service d’essai sur échantillons : envoyez des échantillons de tubes, de bouchons et de comprimés à l’usine de Hangzhou afin d’effectuer des essais permettant de valider la compatibilité et d’optimiser les paramètres de la machine avant sa livraison. Le système d’alimentation des tubes peut être configuré soit avec un alimentateur à bol vibratoire (destiné aux lignes hautement spécialisées et à grande vitesse, dédiées à un seul format), soit avec un système d’orientation à bande transporteuse (adapté aux lignes nécessitant fréquemment des changements de format), le choix dépendant des exigences de flexibilité de production.
3. Quelle maintenance est requise et comment la formation des opérateurs est-elle assurée ?
La machine de la série ET est conçue selon une philosophie de maintenance qui distingue les tâches courantes effectuées par l’opérateur de celles, périodiques, confiées au technicien. Maintenance de niveau opérateur (quotidienne/semaine) : inspection visuelle de la propreté du canal de comptage, nettoyage des poussières de comprimés à l’intérieur de l’enceinte de remplissage, vérification de l’indicateur de différence de pression du filtre HEPA, contrôle de l’état de l’indicateur d’humidité du magasin de bouchons dessiccants, et essuyage des surfaces extérieures. Ces tâches nécessitent environ 15 minutes par poste et sont incluses dans le programme de formation des opérateurs. Maintenance de niveau technicien (mensuelle/trimestrielle) : remplacement des guides d’usure du canal de comptage (tous les 6 mois en fonctionnement normal, plus fréquemment pour les formulations de comprimés abrasives), inspection et lubrification des galets suiveurs de la came d’indexage, vérification de l’étalonnage du capteur de couple, remplacement du filtre HEPA (généralement tous les 12 mois) et remplacement des éléments filtrants du système pneumatique. Les intervalles de maintenance sont suivis via l’interface homme-machine (HMI), qui affiche des rappels à l’écran, et sont documentés dans le manuel complet de maintenance. Ruiyi fournit une formation aux opérateurs et aux techniciens de maintenance dans le cadre de la mise en service de la machine — généralement sur site, pendant 3 à 5 jours ouvrables, couvrant l’exploitation, le nettoyage, le changement de format, le dépannage de base et les procédures de maintenance préventive. La formation est dispensée en anglais ou en chinois par des ingénieurs de l’usine Ruiyi. Un manuel de formation illustré par des photographies ainsi qu’un guide de référence rapide plastifié sont fournis pour consultation continue. Une formation de recyclage à distance par appel vidéo est disponible dans le cadre du pack de support. Pour les procédures de maintenance complexes, telles que le remplacement d’un variateur de vitesse ou la mise à jour du programme automate (PLC), Ruiyi fournit des guides vidéo pas à pas ou un support à distance avec partage d’écran.
4. La machine peut-elle être intégrée à une presse à comprimés en amont et à des équipements d’emballage en aval ?
Oui, la machine de remplissage de tubes de la série Ruiyi ET est conçue pour une intégration transparente dans des lignes complètes d’emballage de comprimés effervescents. Intégration amont : la trémie d’alimentation en comprimés peut être connectée à une presse à comprimés ou à un dépoussiéreur de comprimés au moyen d’un convoyeur incliné ou d’un système de transfert par vide. Toutefois, pour les comprimés effervescents, Ruiyi recommande une connexion directe entre la presse à comprimés et le compteur, avec une trémie tampon plutôt qu’un stockage en vrac, car il est essentiel de minimiser le temps d’exposition à l’atmosphère pour les produits sensibles à l’humidité. La trémie tampon est équipée d’un orifice respiratoire avec déshydratant afin de maintenir une faible humidité. Ruiyi peut fournir l’intégralité du système de convoyage d’alimentation et de trémie tampon ou l’intégrer aux équipements existants du client. Intégration aval : le convoyeur de sortie s’interface avec des machines standard d’étiquetage, des codeuses à jet d’encre ou laser, des contrôleurs de masse et des machines de cartonnage, grâce à des sections de convoyeurs synchronisées. L’automate programmable (PLC) prend en charge les protocoles industriels de communication standard, notamment Ethernet/IP, Profinet et Modbus TCP, pour les signaux de synchronisation et l’échange de données de production avec les systèmes de commande de ligne. La machine fournit des sorties relais à contacts secs pour les verrouillages de démarrage/arrêt de base et peut être configurée en tant que dispositif maître ou esclave dans la hiérarchie de commande de ligne. Un support technique spécialisé en intégration est fourni dans le cadre de la livraison de l’équipement ; des ingénieurs Ruiyi collaborent avec l’équipe d’automatisation du client afin de définir les protocoles d’interface et la cartographie des signaux. Pour les projets « greenfield », Ruiyi peut concevoir la disposition complète de la ligne d’emballage, y compris les équipements amont et aval spécifiés pour correspondre au débit de la machine de la série ET, ce qui permet de réduire au minimum les besoins en tampons et les arrêts de ligne.