



Introducción de la máquina
Los comprimidos efervescentes representan uno de los mayores desafíos de envasado en la industria farmacéutica. A diferencia de los comprimidos convencionales, que permanecen estables en envases estándar como frascos o blisters, las formulaciones efervescentes contienen bicarbonato sódico o sales de carbonato combinadas con ácido cítrico u otros ácidos orgánicos; al exponerse a la humedad atmosférica, incluso a niveles de humedad relativos tan bajos como el 30 % HR, estos componentes comienzan a reaccionar, provocando efervescencia prematura, picaduras superficiales, ablandamiento del comprimido y, finalmente, la pérdida total del producto. La solución de envasado debe crear una barrera prácticamente impermeable a la humedad y eliminar activamente la humedad residual dentro del recipiente sellado. La máquina automática de alta velocidad para el llenado de tubos de comprimidos efervescentes de Ruiyi resuelve estos requisitos mediante un sistema integrado de envasado que combina cuatro operaciones críticas en un único proceso continuo: orientación y alimentación de tubos, conteo y llenado preciso de comprimidos, colocación de tapas desecantes y sellado con par de apriete controlado. La máquina emplea un diseño rotativo de indexación multicilindro, donde los tubos avanzan secuencialmente a través de estaciones sobre un dial de indexación de precisión. En la estación de alimentación de tubos, los tubos plásticos vacíos se orientan, se separan individualmente del depósito de alimentación masiva y se colocan en los alojamientos del dial. El dial avanza hasta la estación de conteo/llenado, donde un contador fotoeléctrico de comprimidos de múltiples canales dispensa con precisión el número programado de comprimidos en cada tubo. En la siguiente estación, se coloca una tapa desecante —que contiene gel de sílice o material desecante de tamiz molecular— sobre cada tubo lleno. La estación crítica de sellado aplica entonces un par de apriete preciso y controlado para roscar la tapa al cuerpo del tubo, creando un sellado hermético que se verifica inmediatamente mediante el sistema de monitoreo del par de apriete de la tapa. Los tubos terminados se descargan sobre una cinta transportadora de salida para las operaciones de envasado secundario. El diseño de la máquina pone especial énfasis en la estación de sellado, ya que incluso pequeñas variaciones en el par de apriete de la tapa pueden generar vías de ingreso de humedad que anulen por completo el propósito del envasado. El equipo de ingeniería de Ruiyi desarrolló un sistema servocontrolado de aplicación de par con retroalimentación dinámica: la salida de par del motor se monitorea y ajusta continuamente en tiempo real según las características de roscado de la tapa, la dureza del material de la tapa y la geometría de la rosca del tubo. El sistema registra los valores de par para cada tubo sellado, proporcionando registros de calidad verificables para la documentación de lotes farmacéuticos. Todas las superficies en contacto con el producto están fabricadas en acero inoxidable SUS304, y la zona de conteo de comprimidos está cerrada con una protección transparente que mantiene un flujo de aire filtrado por HEPA bajo presión positiva para evitar la entrada de humedad ambiental durante la operación de llenado. Las tapas desecantes se almacenan en un depósito controlado en cuanto a humedad, equipado con una alarma de tiempo máximo de exposición: si las tapas permanecen en el depósito abierto más allá del límite de tiempo programado, la máquina alerta al operador para sustituirlas por tapas nuevas procedentes de su embalaje sellado. Estas características de gestión de la humedad reflejan el profundo conocimiento de Ruiyi sobre los requisitos de estabilidad de los productos efervescentes, adquirido tras más de 20 años de experiencia en maquinaria farmacéutica de envasado y una estrecha colaboración con fabricantes mundiales de comprimidos efervescentes.
Parámetros técnicos
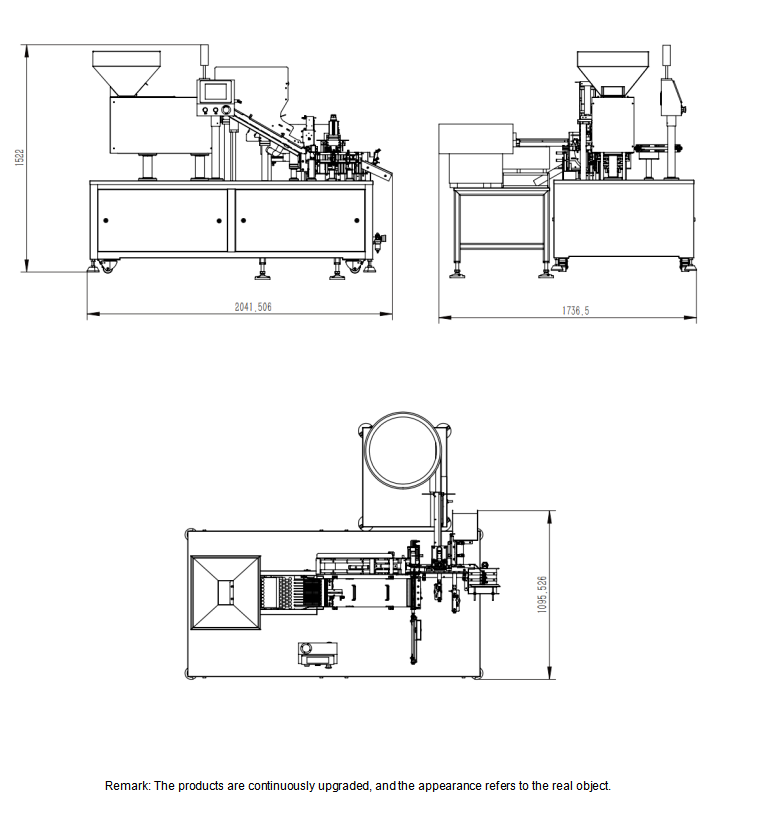
Principio de funcionamiento
La máquina de llenado de tubos efervescentes funciona según un principio de indexación rotativa multicarril, donde cada estación realiza una operación específica mientras el plato indexador avanza los tubos llenos y sellados hacia el punto de descarga. El proceso comienza en la Estación 1 — Alimentación de tubos: los tubos plásticos vacíos se cargan en una tolva de almacenamiento masivo equipada con un mecanismo de orientación que garantiza que todos los tubos se entreguen a la canal de alimentación con sus extremos abiertos dirigidos hacia arriba. Una cuchara giratoria o un alimentador de tazón vibratorio individualiza los tubos y los coloca uno por uno en los alojamientos del plato indexador. Sensores de presencia de tubo en esta estación verifican que cada alojamiento contenga un tubo correctamente orientado antes de que el plato avance. Estaciones 2-3 — Conteo y llenado de comprimidos: el plato indexador desplaza el tubo vacío bajo una cabeza de conteo fotoeléctrica de múltiples canales. Los comprimidos se alimentan desde una tolva vibratoria hacia los canales de conteo, donde sensores de haz infrarrojo detectan y cuentan cada comprimido al pasar. El PLC acumula las señales de conteo, y cuando se alcanza la cantidad preestablecida para ese tubo, una compuerta desvía la corriente de producto mientras el plato indexa el tubo lleno hacia adelante. El sistema de conteo incluye lógica anticonteo doble y detección de fragmentos de comprimidos: si un comprimido roto atraviesa la zona del sensor, su patrón irregular de interrupción de luz es reconocido y la pieza se rechaza a un contenedor de recolección separado. La zona de llenado está encerrada en una protección transparente con aire filtrado mediante filtros HEPA a presión positiva para evitar que la humedad ambiental entre en contacto con los comprimidos efervescentes higroscópicos durante el proceso de llenado. Estación 4 — Colocación de tapas desecantes: las tapas desecantes, que contienen un inserto de gel de sílice o tamiz molecular dentro del cuerpo de la tapa, se alimentan desde una revista sellada y controlada en humedad hasta un mecanismo de colocación de tapas. Este mecanismo toma una sola tapa y la posiciona con precisión sobre la boca del tubo lleno. La revista de tapas se mantiene en baja humedad mediante un paquete desecante integrado, y un sensor monitorea el tiempo acumulado que las tapas han estado expuestas a la atmósfera ambiente. Si se supera el límite programado de exposición (típicamente entre 30 y 60 minutos), la máquina detiene la alimentación de tapas y alerta al operario para que reemplace el contenido de la revista. Estación 5 — Sellado por par de apriete: esta es la estación más crítica de todo el proceso. Una cabeza servoaccionada de par de apriete desciende sobre la tapa y aplica un par de rotación controlado para enroscarla en el cuerpo del tubo. La salida de par del motor servo se mide continuamente mediante su corriente de accionamiento, con retroalimentación en tiempo real al PLC. El valor objetivo de par — típicamente entre 1,0 y 3,5 Nm, dependiendo del tamaño y material de la tapa — se programa en la receta de la IHM. Si el par aplicado cae fuera de la ventana aceptable (ya sea demasiado bajo, lo que implica riesgo de sellado incompleto, o demasiado alto, lo que podría dañar la tapa o las roscas), el tubo se rechaza automáticamente en la estación de inspección aguas abajo. El valor de par de sellado de cada tubo se registra en el archivo de datos de la máquina para trazabilidad por lote. Estación 6 — Verificación del sellado de la tapa y rechazo: una estación secundaria de verificación utiliza una matriz de sensores ópticos o una verificación no contactante de par para confirmar la presencia y posición correcta de la tapa. Los tubos que fallaron en la estación de sellado por par o en la verificación se desvían hacia una canal de rechazo. Estación 7 — Descarga: los tubos verificados se expulsan de los alojamientos del plato indexador hacia una banda transportadora de salida, normalmente en posición vertical, para su traslado a las operaciones de etiquetado, codificación, control de peso y empaque en cajas. Todo el ciclo de indexación está accionado por servomotores para lograr una aceleración y desaceleración suaves, minimizando el astillamiento de comprimidos y las sacudidas de los tubos que podrían generar polvo o dañar los comprimidos. El tiempo de ciclo por estación determina la velocidad global de la máquina: a 80 tubos por minuto, el ciclo por estación es aproximadamente de 0,75 segundos, lo que demuestra la precisión requerida para un funcionamiento fiable a velocidades comerciales de producción.
Las características clave
Aplicaciones y experiencia práctica
Fabricante de vitamina C efervescente — Alemania
Una empresa alemana de medicamentos de venta libre (OTC) que produce comprimidos efervescentes premium de vitamina C para el mercado europeo de consumidores integró la máquina de llenado de tubos de la serie ET de Ruiyi en su línea de envasado primario para su SKU de tubos de 20 comprimidos, que representa aproximadamente el 65 % del volumen total de sus productos efervescentes. Las especificaciones de calidad del cliente eran particularmente rigurosas: exigían una degradación del producto inducida por la humedad inferior al 0,1 % tras una prueba de estabilidad acelerada de 24 meses a 40 °C y 75 % de humedad relativa (HR), conforme a las directrices ICH Q1A. El sistema de sellado por torque controlado por servomotor de la máquina Ruiyi, que aplica un torque de cierre constante de 2,8 Nm en tapas desecantes de 27 mm de diámetro, fue validado para mantener la integridad del sellado durante todo el período del estudio de estabilidad. La máquina opera a 90 tubos por minuto en un régimen de producción de dos turnos, produciendo aproximadamente 75 000 tubos diarios. El recinto filtrado con filtro HEPA en la zona de llenado constituía un requisito crítico para cumplir el Anexo 1 de las Buenas Prácticas de Manufactura (GMP) de la UE, relacionado con el control de la exposición del producto. El sistema integrado de registro de torque proporciona registros completos de la fuerza de sellado para cada lote de producción, lo que respalda la documentación del sistema de calidad farmacéutica del cliente sin necesidad de ensayos manuales adicionales. El director de ingeniería del cliente informó que la precisión del conteo de comprimidos de la máquina superó su especificación del 99,5 %, con tasas de error validadas inferiores al 0,15 % durante la producción rutinaria. El socio técnico europeo de Ruiyi, con sede en Fráncfort, brindó soporte local para la instalación y mantiene un stock consignado de piezas de repuesto críticas para su entrega en un plazo de 24 horas dentro de la UE. Tras 18 meses de operación productiva, los únicos requisitos principales de mantenimiento han sido el reemplazo periódico de las guías de desgaste de los canales de conteo (cada 6 meses) y de los paquetes desecantes de los magazinos de tapas desecantes (reemplazo mensual), ambos clasificados como tareas rutinarias de mantenimiento a nivel de operador.
Productor de suplemento efervescente de calcio — Brasil
Un fabricante brasileño de suplementos dietéticos, con una cuota de mercado dominante en formulaciones efervescentes de calcio y magnesio para el mercado latinoamericano, implementó dos máquinas de la serie ET de Ruiyi para sus formatos de tubos de 10 y 15 comprimidos. Los productos de la empresa se distribuyen a través de cadenas de farmacias en las diversas zonas climáticas de Brasil, desde la húmeda región amazónica hasta el árido nordeste, lo que representa una prueba práctica desafiante de la integridad del empaque resistente a la humedad. La operación previa de llenado semiautomático de tubos del cliente presentaba una tasa anual de devoluciones de productos del 4 al 6 %, atribuible a la efervescencia prematura causada por la entrada de humedad a través de tubos sellados de forma inconsistente. Tras la transición al sistema completamente automático de Ruiyi con sellado por torque servo, la tasa verificada de devoluciones de productos por problemas de calidad relacionados con la humedad disminuyó a menos del 0,3 % durante los primeros 12 meses. Esta mejora se atribuyó a dos factores: el torque de sellado constante y verificable, que eliminó las tapas insuficientemente apretadas, y el sistema de gestión del tiempo de exposición de las tapas con desecante, que evitó el uso de tapas que hubieran absorbido humedad ambiental antes de su aplicación. La capacidad de la máquina de 100 tubos por minuto para el formato de 10 comprimidos permitió al cliente consolidar la producción de dos líneas manuales en una sola línea automatizada, reduciendo la mano de obra directa de seis operarios a dos. Una característica especialmente valorada fue el sistema de rechazo de fragmentos de comprimidos: los comprimidos efervescentes de calcio son intrínsecamente más frágiles que las formulaciones de vitamina C debido a su mayor contenido mineral, y la capacidad del sistema de conteo para detectar y rechazar fragmentos de comprimidos redujo significativamente las quejas de los clientes sobre comprimidos rotos dentro de los tubos sellados. El director de producción del cliente estimó que la reducción de devoluciones de productos y los ahorros en mano de obra permitieron alcanzar el retorno de la inversión en un plazo de 16 meses tras la instalación.
Empaque exportador efervescente de multivitamínico — Turquía
Una empresa turca de envasado por contrato con sede en Estambul, especializada en la exportación de comprimidos efervescentes a los mercados de Oriente Medio y África del Norte, instaló una máquina de la serie ET de Ruiyi para gestionar el llenado por contrato de varios clientes de marca con distintas especificaciones de tubos. La planta envasa comprimidos efervescentes multivitamínicos que contienen vitamina C, complejo B, zinc y otros minerales en tubos de diámetro comprendido entre 22 mm y 33 mm, con cantidades de comprimidos que varían de 10 a 20 por tubo. Dado que la operación atiende a múltiples clientes, era necesario realizar frecuentes cambios de formato —normalmente entre 3 y 5 por semana—, lo que hacía especialmente valiosa la capacidad de cambio rápido de formato de la máquina. El sistema de recetas de la interfaz hombre-máquina (HMI) almacena 24 configuraciones de producto validadas, cada una incluyendo las dimensiones del tubo, la cantidad de comprimidos, el par de apriete objetivo de la tapa, la configuración del canal de conteo y los parámetros de velocidad del transportador. Los procedimientos de cambio de formato se guían paso a paso en la HMI mediante ilustraciones fotográficas, lo que permite a los operarios de producción realizar dichos cambios de forma independiente, sin necesidad de soporte técnico. El director de operaciones del cliente informó un tiempo medio de cambio de formato de 28 minutos entre distintos formatos de tubo, lo cual es coherente con la especificación de Ruiyi de 20 a 40 minutos. Las funciones de gestión de la humedad resultaron particularmente valiosas dada la ubicación costera de la planta en Estambul, donde la humedad ambiental supera regularmente el 70 % durante los meses de verano. La carcasa sellada de la zona de llenado, equipada con filtro HEPA y purga opcional con nitrógeno (activada durante la temporada de alta humedad, de julio a septiembre), mantuvo una calidad constante de la producción a pesar de las variaciones estacionales de humedad. El sistema de monitoreo del tiempo de exposición de las tapas evitó problemas de calidad con las tapas desecantes durante largas jornadas de producción, en las que el rellenado del depósito de tapas podría haber introducido tapas comprometidas por la humedad en el proceso. Posteriormente, el cliente adquirió una segunda máquina de la serie ET para incrementar la capacidad de producción del formato de tubo de 20 comprimidos, correspondiente a su cliente de mayor volumen, configurándola como una línea dedicada de un solo producto que opera a 120 tubos por minuto.
Garantía de Calidad y Certificaciones
Hangzhou Ruiyi Machinery Technology Co., Ltd. fabrica todas las máquinas de llenado de tubos efervescentes bajo un sistema de gestión de la calidad certificado conforme a la norma ISO 9001:2015, con controles de proceso adicionales específicos para equipos de envasado farmacéutico. Las pruebas de aceptación en fábrica para la serie ET incluyen: ensayo continuo de funcionamiento durante 48 horas a la velocidad máxima nominal, con registro documentado de tiempos de inactividad y de defectos; verificación de la consistencia del par de sellado mediante un probador de par calibrado en 1.000 tubos consecutivos (análisis CpK con un requisito mínimo de 1,33); validación de la precisión del recuento de comprimidos para tres tamaños distintos de comprimidos y dos cantidades de recuento (mínimo 10.000 recuentos por validación, con un objetivo de precisión superior al 99,5 %); prueba de fiabilidad en la colocación de tapas desecantes (mínimo 5.000 tapas, con una tasa de éxito en la colocación superior al 99,9 %); ensayo de integridad de los filtros HEPA y verificación de la presión positiva en el recinto de la zona de llenado; ensayos completos de seguridad eléctrica según la norma IEC 60204-1; ensayos de funcionamiento y detección de fugas del sistema neumático; y un paquete completo de documentación que incluye certificados de materiales para todos los componentes que entran en contacto con el producto, la Declaración CE de conformidad y el informe de validación de las pruebas de aceptación en fábrica (FAT). El equipo de investigación y desarrollo (I+D) de Ruiyi, compuesto por 10 personas, incorpora comentarios del sector farmacéutico para mejorar continuamente la plataforma de la serie ET. Entre las mejoras recientes se incluyen: un sensor de par para tapas actualizado, con mayor frecuencia de muestreo para un control adaptativo más preciso; un algoritmo mejorado para la detección de fragmentos de comprimidos, desarrollado mediante análisis de aprendizaje automático de datos históricos de señales de sensores; y una opción de supervisión remota habilitada para Internet de las Cosas (IoT), que permite a los responsables de producción visualizar en tiempo real el estado de la máquina, las métricas de disponibilidad global del equipo (OEE) y los datos de calidad del par mediante un panel web seguro. La máquina lleva la marca CE y está diseñada para cumplir con el Anexo 1 de las Buenas Prácticas de Manufactura (GMP) de la Unión Europea, con la normativa 21 CFR Parte 211 de la FDA y con las directrices de la OMS sobre Buenas Prácticas de Manufactura para el envasado de formas farmacéuticas sólidas. Todos los lubricantes utilizados en zonas próximas a las áreas de producto son lubricantes alimentarios de grado H1 conforme a la FDA. La documentación de la máquina se proporciona en inglés y chino, con traducciones adicionales disponibles en otros idiomas para los principales mercados de exportación.
Preguntas frecuentes
1. ¿Cómo garantiza el sistema de sellado hermético con tapón desecante la estabilidad a largo plazo del producto?
El sistema de protección contra la humedad funciona mediante tres mecanismos integrados. En primer lugar, la tapa desecante en sí contiene un inserto de gel de sílice o tamiz molecular dentro del cuerpo de la tapa que absorbe activamente la humedad del aire atrapado dentro del tubo durante el sellado, reduciendo la humedad relativa interna por debajo del 10 % en cuestión de horas tras el sellado. En segundo lugar, la estación de sellado por torque con control servoaplicado aplica un torque preciso y constante (normalmente entre 1,0 y 3,5 Nm, según el tamaño de la tapa) para crear un sellado mecánico hermético entre la tapa y el cuerpo del tubo. Este sellado impide que la humedad externa penetre en el tubo durante el almacenamiento y la distribución. En tercer lugar, el sistema de gestión de la exposición de las tapas de Ruiyi supervisa el tiempo que las tapas desecantes permanecen expuestas al aire ambiente antes de su aplicación. Las tapas desecantes comienzan a absorber humedad del ambiente tan pronto como se retiran de su embalaje sellado, y si se dejan expuestas durante demasiado tiempo, se saturan y pierden eficacia. La máquina registra el tiempo de exposición de las tapas en la tolva y alerta a los operarios para que sustituyan las tapas antes de que su capacidad de absorción de humedad se vea comprometida. Conjuntamente, estos tres mecanismos crean una barrera multicapa contra la humedad, cuya eficacia ha sido validada para mantener la estabilidad de los comprimidos efervescentes durante una vida útil de 24 a 36 meses bajo las condiciones de las zonas climáticas II y IV de la ICH. La eficacia del sistema se ve además potenciada por la zona de llenado con presión positiva y filtro HEPA, que minimiza el contacto de la humedad con los comprimidos durante la propia operación de llenado.
2. ¿Qué tamaños y tipos de tubos son compatibles con la máquina?
La máquina de llenado de tubos de la serie Ruiyi ET acepta tubos de plástico con diámetros de 20 mm a 40 mm y alturas de 60 mm a 150 mm, cubriendo la inmensa mayoría de los formatos comerciales de tubos para comprimidos efervescentes. La máquina es compatible con cuerpos de tubo de polipropileno (PP), polietileno de alta densidad (HDPE) y tereftalato de polietileno (PET), todos con cuellos roscados. No requiere ajuste para espesores de pared de tubo entre 0,8 mm y 1,5 mm. Tanto las secciones transversales circulares como ligeramente ovales de los tubos pueden adaptarse mediante la personalización del dial de nidos. El mecanismo de rosca para tapas maneja roscas estándar de una sola entrada y de múltiples entradas, comunes en el empaque farmacéutico de tubos. El color y la opacidad del tubo no afectan el funcionamiento de la máquina, ya que la orientación y la posición se basan en guías mecánicas, no en sensores ópticos. Para los clientes que introducen nuevos formatos de tubos, Ruiyi ofrece un servicio de pruebas con muestras: envíe muestras de tubos, tapas y comprimidos a la instalación de Hangzhou para ensayos que validen la compatibilidad y optimicen los parámetros de la máquina antes de su entrega. El sistema de alimentación de tubos puede configurarse con una alimentadora vibratoria de tolva (para líneas de alta velocidad dedicadas a un solo formato) o con un sistema de orientación por cinta transportadora (para líneas con cambios frecuentes de formato), eligiendo la opción según los requisitos de flexibilidad de producción.
3. ¿Qué mantenimiento se requiere y cómo se proporciona la formación del operador?
La máquina de la serie ET está diseñada con una filosofía de mantenimiento que distingue entre las tareas rutinarias a nivel de operador y las tareas periódicas a nivel de técnico. Mantenimiento a nivel de operador (diario/semanal): inspección visual de la limpieza del canal de conteo, limpieza del polvo de comprimidos del interior del recinto de llenado, comprobación del indicador de diferencia de presión del filtro HEPA, verificación del estado del indicador de humedad del depósito de tapones desecantes y limpieza de las superficies externas. Estas tareas requieren aproximadamente 15 minutos por turno y se incluyen en el programa de formación para operadores. Mantenimiento a nivel de técnico (mensual/trimestral): sustitución de las guías de desgaste del canal de conteo (cada 6 meses en condiciones normales de funcionamiento, antes si las formulaciones de comprimidos son abrasivas), inspección y lubricación de los seguidores de levas del accionamiento de indexación, verificación de la calibración del sensor de par, sustitución del filtro HEPA (normalmente cada 12 meses) y sustitución del elemento filtrante del sistema neumático. Los intervalos de mantenimiento se registran mediante la interfaz hombre-máquina (HMI), que muestra recordatorios en pantalla, y se documentan en el manual integral de mantenimiento. Ruiyi ofrece formación para operadores y técnicos de mantenimiento como parte de la puesta en marcha de la máquina —normalmente de 3 a 5 días laborables in situ, abarcando operación, limpieza, cambio de formato, resolución básica de problemas y procedimientos de mantenimiento preventivo. La formación se imparte en inglés o chino por ingenieros de fábrica de Ruiyi. Se proporciona un manual de formación con procedimientos ilustrados con fotografías y una guía de referencia rápida laminada para consulta continua. También está disponible, como parte del paquete de soporte, formación de actualización remota mediante videollamada. Para procedimientos complejos de mantenimiento, como la sustitución de accionamientos servo o la actualización de programas PLC, Ruiyi ofrece guías en video paso a paso o soporte remoto con uso compartido de pantalla.
4. ¿Se puede integrar la máquina con la prensa de comprimidos aguas arriba y el equipo de empaque aguas abajo?
Sí, la máquina de llenado de tubos de la serie Ruiyi ET está diseñada para una integración perfecta en líneas completas de empaque de comprimidos efervescentes. Integración ascendente: la tolva de alimentación de comprimidos puede conectarse a una prensa de comprimidos o a un despolvador de comprimidos mediante una banda transportadora inclinada o un sistema de transferencia por vacío. Sin embargo, para los comprimidos efervescentes, Ruiyi recomienda una conexión directa entre la prensa de comprimidos y el contador, con una tolva amortiguadora en lugar de almacenamiento a granel, ya que es fundamental minimizar el tiempo de exposición al ambiente para productos sensibles a la humedad. La tolva amortiguadora incluye un puerto respiradero con desecante para mantener una baja humedad. Ruiyi puede suministrar todo el sistema de transporte de alimentación y la tolva amortiguadora, o integrar la máquina con los equipos existentes del cliente. Integración descendente: el transportador de salida se conecta con máquinas estándar de etiquetado, codificadores de chorro de tinta o láser, verificadores de peso y máquinas de encajonado mediante secciones de transportador sincronizadas. El PLC admite protocolos industriales estándar de comunicación, como Ethernet/IP, Profinet y Modbus TCP, para señales de sincronización e intercambio de datos de producción con los sistemas de control de línea. La máquina proporciona salidas de relé de contacto seco para el bloqueo básico de arranque/parada y puede configurarse como dispositivo maestro o esclavo dentro de la jerarquía de control de línea. El soporte de ingeniería para la integración se incluye como parte de la entrega del equipo, y los ingenieros de Ruiyi colaboran con el equipo de automatización del cliente para definir los protocolos de interfaz y el mapeo de señales. Para proyectos nuevos (greenfield), Ruiyi puede diseñar la disposición completa de la línea de empaque, incluyendo los equipos ascendentes y descendentes especificados para adaptarse a la capacidad de producción de la máquina de la serie ET, minimizando así los requisitos de amortiguación y las paradas de la línea.