



مقدمة عن الجهاز
تُعَدّ أقراص الفوّارة واحدةً من أصعب التحديات في مجال تغليف الأدوية. فعلى عكس الأقراص التقليدية التي تبقى مستقرةً في عبوات الزجاجات القياسية أو العلب المبطنة، تحتوي تركيبات الأقراص الفوّارة على بيكربونات الصوديوم أو أملاح الكربونات مدموجةً مع حمض الستريك أو أحماض عضوية أخرى؛ وعند التعرّض للرطوبة الجوية، حتى عند مستويات رطوبة منخفضة تبلغ ٣٠٪ نسبياً، تبدأ هذه المكونات بالتفاعل، ما يؤدي إلى حدوث فوران مبكر، وظهور حفر سطحية، وتليّن الأقراص، وأخيراً فشل المنتج كاملاً. ولذلك يجب أن يوفّر حل التغليف حاجزاً شبه معدوم لاختراق الرطوبة، وأن يقوم بامتصاص الرطوبة المتبقية داخل العبوة المغلقة بشكل نشط. وتلبّي آلة تعبئة أنابيب الأقراص الفوّارة الأوتوماتيكية عالية السرعة من شركة Ruiyi هذه المتطلبات عبر نظام تغليف متكامل يجمع بين أربع عمليات حرجة في عملية واحدة متواصلة: توجيه الأنابيب وتغذيتها، وحساب الأقراص بدقة وتعبئتها، وتثبيت غطاء المجفّف، وإحكام الغلق بعزم مُتحكَّم به. وتستخدم الآلة تصميماً دورانياً متعدد المحطات مع تثبيت دقيق للأنابيب على قرص تثبيت دوار، حيث تنتقل الأنابيب عبر محطات متسلسلة على هذا القرص. وفي محطة تغذية الأنابيب، تُوجَّه الأنابيب البلاستيكية الفارغة، وتُفصَل واحدةً تلو الأخرى من الحاوية المخزّنة بالكميات الكبيرة، ثم توضع في تجاويف القرص الدوار. وبعد ذلك يتحرك القرص إلى محطة العد/التعبئة، حيث يقوم عدّاد أقراص ضوئي متعدد القنوات بتوزيع العدد المبرمج من الأقراص بدقة في كل أنبوب. وفي المحطة التالية، يُثبَّت غطاء المجفّف — الذي يحتوي على هلام السيليكا أو مادة مجففة من الغربال الجزيئي — على كل أنبوب بعد تعبئته. ثم تأتي المحطة الحرجة لإحكام الغلق، حيث يُطبَّق عزم دقيق ومُتحكَّم به لربط الغطاء بلولب جسم الأنبوب، مما يُنشئ ختماً محكماً يتم التحقق منه فوراً عبر نظام مراقبة عزم الغطاء. وأخيراً، تُفرَّغ الأنابيب المُغلَقة على ناقل خروج لعمليات التغليف الثانوي. ويركّز تصميم الآلة بشكل خاص على محطة الإغلاق، إذ إن أي تباين طفيف في عزم شد الغطاء قد يؤدي إلى مسارات لاختراق الرطوبة، ما يُفشل الغرض الكامل للتغليف. ولذلك طوّر فريق الهندسة في شركة Ruiyi نظاماً إلكترونياً للتحكم في عزم الشد باستخدام محركات مؤازرة مع تغذية راجعة ديناميكية: حيث يُرصد عزم المحرك باستمرار ويُعدَّل في الزمن الحقيقي استناداً إلى خصائص لولبة الغطاء، وصلابة مادة الغطاء، وهندسة لولب الأنبوب. كما يسجل النظام قيمة عزم الشد لكل أنبوب مغلق، موفِّراً سجلاً موثوقاً للجودة يُستخدَم في توثيق دفعات الأدوية. وجميع الأسطح المتلامسة مع المنتج مصنوعة من الفولاذ المقاوم للصدأ من النوع SUS304، بينما يُغلَق منطقة عد الأقراص بغطاء شفاف يحافظ على تدفق هواء مضغوط مُرشَّح عبر مرشحات HEPA لمنع دخول الرطوبة البيئية أثناء عملية التعبئة. أما أغطية المجفّف فتخزن في مجلة خاضعة للرقابة من حيث الرطوبة، ومزوّدة بإنذار يُفعّل عند تجاوز الحد الأقصى المسموح به من وقت التعرّض: فإذا بقيت الأغطية في المجلة المفتوحة لأكثر من الوقت المبرمَج، فإن الآلة تنذر المشغل باستبدالها بأغطية جديدة من عبواتها المغلقة. وتعكس هذه الميزات الخاصة بإدارة الرطوبة فهماً عميقاً لدى شركة Ruiyi لمتطلبات استقرار الأقراص الفوّارة، وهو فهم اكتسبته الشركة خلال أكثر من عشرين عاماً من الخبرة في مجال تصنيع آلات تغليف الأدوية، وبالتعاون الوثيق مع مصنّعي الأقراص الفوّارة في جميع أنحاء العالم.
المعلمات الفنية
مبدأ العمل
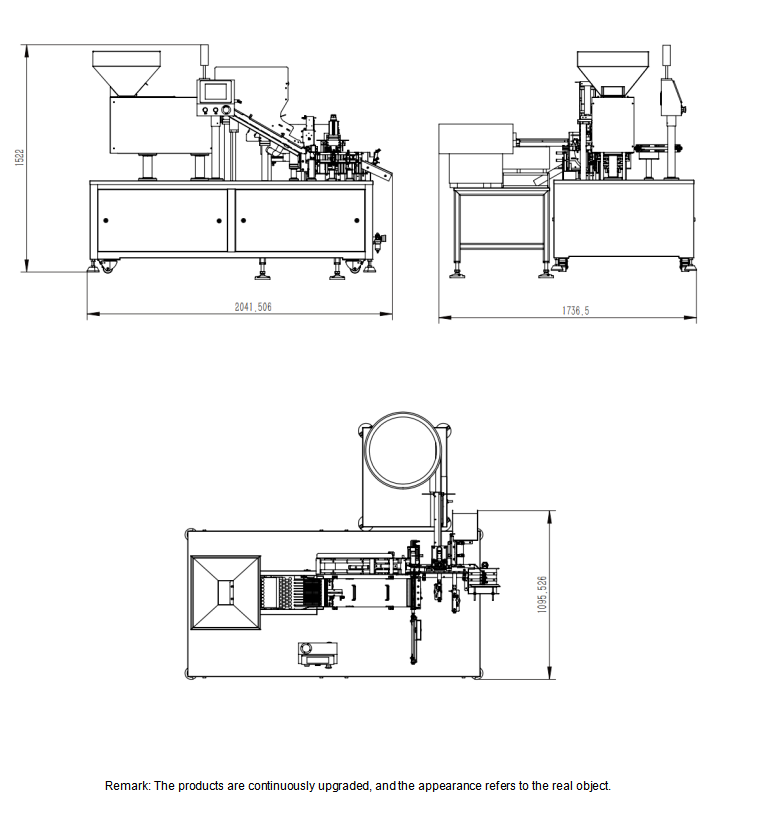
تعمل آلة تعبئة أنابيب الفوّارة وفق مبدأ التدوير المتعدد المحطات مع التحديد الدقيق للمحطة، حيث تقوم كل محطة بأداء عملية محددة بينما يتقدم القرص الدوار بحمل الأنابيب المملوءة والمغلقة نحو نقطة الإخراج. وتبدأ العملية عند المحطة ١ — تغذية الأنبوب: تُحمَّل الأنابيب البلاستيكية الفارغة في هوبِر جماعي مزود بآلية توجيه تضمن تسليم جميع الأنابيب إلى مسار التغذية بحيث تكون نهاياتها المفتوحة متجهةً نحو الأعلى. وتقوم ملعقة دوارة أو وحدة تغذية اهتزازية بتقسيم الأنابيب فرديًّا ووضعها واحدة تلو الأخرى في تجاويف القرص الدوار. وتتحقق أجهزة استشعار وجود الأنبوب في هذه المحطة من أن كل تجويف يحتوي على أنبوبٍ موجَّهٍ بشكلٍ صحيح قبل أن يتقدَّم القرص الدوار خطوةً للأمام. المحطتان ٢ و٣ — عدّ الأقراص وتعبئتها: يتقدَّم القرص الدوار بالأنبوب الفارغ تحت رأس العد الضوئي متعدد القنوات. وتُغذَّى الأقراص من هوبِر اهتزازي إلى قنوات العد، حيث تكشف مستشعرات شعاع الأشعة تحت الحمراء عن كل قرصٍ ويتم عده أثناء مروره. ويجمع وحدة التحكم المنطقية القابلة للبرمجة (PLC) إشارات العد، وعندما يبلغ العدد المُعد مسبقًا لهذا الأنبوب، تُحوِّل بوابة تيار المنتج بينما يتقدَّم القرص الدوار بالأنبوب المملوء خطوةً للأمام. ويتضمَّن نظام العد منطقًا لمنع العد المزدوج وكشف شظايا الأقراص — فإذا مر قرصٌ مكسور عبر منطقة الاستشعار، فإن نمط انقطاع الضوء غير المنتظم يتم التعرُّف عليه تلقائيًّا ويُرفَض القطعة إلى صندوق جمع منفصل. وتحيط بمنطقة التعبئة غطاء شفاف مُحكَم مع تدفق هواء موجب الضغط ومُفلتر عبر مرشحات HEPA لمنع رطوبة البيئة من التلامس مع أقراص الفوّارة المحبة للرطوبة أثناء عملية التعبئة. المحطة ٤ — تركيب غطاء المجفِّف: تُغذَّى أغطية المجفِّف، التي تحتوي داخل هيكل الغطاء على عنصر مجفِّف من هلام السيليكا أو غربال جزيئي، من مجلة محكمة الإغلاق وخاضعة للتحكم في الرطوبة إلى آلية تركيب الأغطية. وتلتقط الآلية غطاءً واحدًا وتنقله بدقة لتثبيته على فتحة الأنبوب المملوء. ويُحافظ على مجلة الأغطية في بيئة منخفضة الرطوبة باستخدام حزمة مجفِّف مدمجة، كما يراقب مستشعر الوقت التراكمي الذي تتعرض له الأغطية للجو المحيط. وإذا تجاوز الزمن المبرمج للتعرُّض الحد المسموح (عادةً ما يكون بين ٣٠ و٦٠ دقيقة)، تتوقف الآلة تلقائيًّا عن تغذية الأغطية وتُرسل تنبيهًا للمُشغِّل ليُعيد تعبئة محتويات المجلة. المحطة ٥ — الغلق بالعزم: وهي أهم محطة في العملية برمتها. وتنزل رأس الغلق المُدار بواسطة محرك سيرفو على الغطاء وتُطبَّق عليه عزم دوراني خاضع للرقابة للفّ الغطاء على جسم الأنبوب. ويتم قياس إنتاج عزم المحرك السيرفو باستمرار من خلال تيار القيادة الخاص به، مع إرسال تغذية راجعة فورية إلى وحدة التحكم المنطقية القابلة للبرمجة (PLC). ويُبرمَج قيمة العزم المستهدفة — والتي تتراوح عادةً بين ١,٠ و٣,٥ نيوتن·متر حسب حجم الغطاء ونوع المادة — في وصفة واجهة الإنسان والآلة (HMI). وإذا خرج العزم المطبَّق خارج النطاق المقبول (إما منخفض جدًّا مما قد يؤدي إلى غلق غير كامل، أو مرتفع جدًّا مما قد يؤدي إلى تلف الغطاء أو الخيوط)، فيتم رفض الأنبوب تلقائيًّا في محطة الفحص اللاحقة. ويتم تسجيل قيمة عزم الغلق الخاصة بكل أنبوب في سجل بيانات الآلة لضمان إمكانية تتبع الدفعة. المحطة ٦ — التحقق من غلق الغطاء ورفضه: وتستخدم محطة التحقق الثانوية صفًّا من المستشعرات البصرية أو فحصًا غير تماسّي للعزم للتأكد من وجود الغطاء وموقعه الصحيح. ويتم تحويل الأنابيب التي فشلت في محطة غلق العزم أو في فحص التحقق إلى مسار الرفض. المحطة ٧ — الإخراج: تُطرَد الأنابيب المؤكَّدة من تجاويف القرص الدوار على ناقل الإخراج، وعادةً ما تكون في وضع عمودي، لنقلها إلى عمليات التسمية والترميز والوزن والتعبئة في علب كرتونية. ويتم تشغيل دورة التحديد الدوار بالكامل بواسطة محركات سيرفو لتحقيق تسارع وتباطؤ سلسين، مما يقلل من تفتت الأقراص وهزّ الأنابيب الذي قد يولِّد غبارًا أو يُتلف الأقراص. وتحدد مدة دورة كل محطة السرعة الكلية للآلة — فعند معدل ٨٠ أنبوبًا في الدقيقة، تكون مدة دورة كل محطة حوالي ٠,٧٥ ثانية، مما يدل على الدقة المطلوبة لتشغيلٍ موثوقٍ عند سرعات الإنتاج التجاري.
الميزات الرئيسية
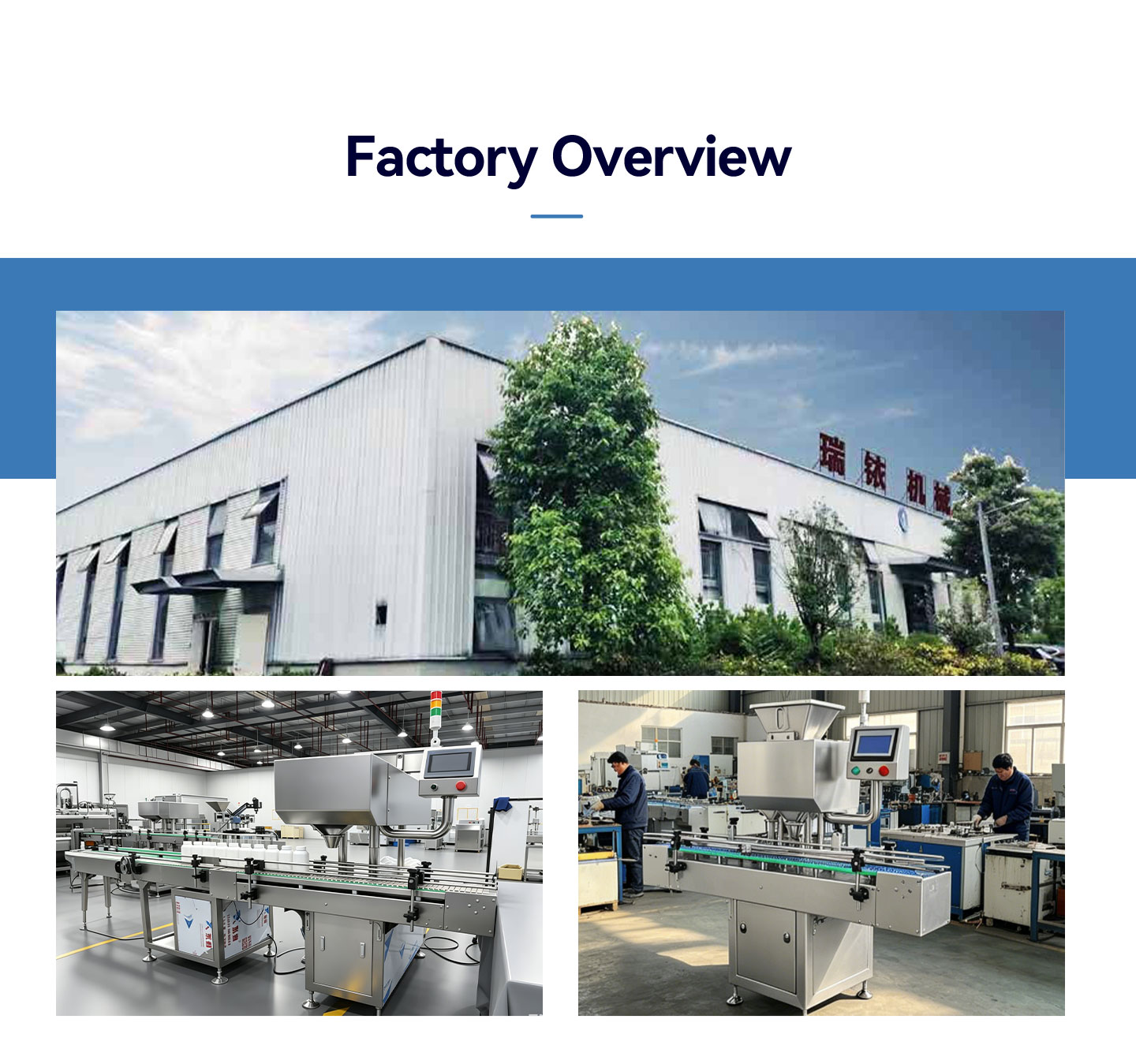
التطبيقات والخبرة الواقعية
شركة ألمانية مصنِّعة لفيتامين ج الفوّار
شركة ألمانية متخصصة في الأدوية غير المشروطة (OTC) تُنتج أقراص فيتامين ج الفوّارة عالية الجودة للسوق الاستهلاكية الأوروبية، ودمجت آلة تعبئة الأنابيب من سلسلة Ruiyi ET في خط التغليف الأولي الخاص بها لأنبوب يحتوي على ٢٠ قرصاً، والذي يمثل نحو ٦٥٪ من حجم منتجاتها الفوّارة. وكانت مواصفات الجودة المطلوبة من العميل صارمة للغاية، حيث اشترطت أن لا تتجاوز نسبة تدهور المنتج الناتج عن الرطوبة ٠,١٪ بعد إخضاعه لاختبار الاستقرار المُسرَّع لمدة ٢٤ شهراً عند درجة حرارة ٤٠ درجة مئوية ورطوبة نسبية ٧٥٪، وفقاً لإرشادات ICH Q1A. وقد تم التحقق من أن نظام الإغلاق العزمي الخاضع للتحكم بالسيرفو الخاص بآلة Ruiyi، الذي يطبّق عزماً ثابتاً قدره ٢,٨ نيوتن·متر على أغطية المجففات ذات القطر ٢٧ مم، يحافظ على سلامة الإغلاق طوال فترة دراسة الاستقرار. وتعمل الآلة بمعدل ٩٠ أنبوباً في الدقيقة ضمن نمط إنتاج مكوّن من ورديتين، لتنتج نحو ٧٥.٠٠٠ أنبوب يومياً. وكان استخدام غرفة التعبئة المزودة بمرشحات HEPA شرطاً أساسياً لضمان الامتثال لمتطلبات المرفق ١ من معايير التصنيع الجيد للأدوية (GMP) في الاتحاد الأوروبي فيما يتعلق بالتحكم في التعرّض للمنتج. كما يوفّر نظام تسجيل العزم المدمج سجلاً كاملاً لقوى الإغلاق الخاصة بكل دفعة إنتاجية، ما يدعم نظام الجودة الصيدلانية لدى العميل دون الحاجة إلى إجراء اختبارات يدوية إضافية. وأفاد مدير الهندسة لدى العميل بأن دقة عد الأقراص التي تحقّقها الآلة تجاوزت المواصفة المحددة البالغة ٩٩,٥٪، مع معدلات خطأ مُوثَّقة أقل من ٠,١٥٪ أثناء الإنتاج الروتيني. وقد قدّم الشريك الفني الأوروبي لـ Ruiyi، ومقره فرانكفورت، دعماً محلياً أثناء التركيب، ويحتفظ بمخزون استهلاكي من قطع الغيار الحرجة ليتم توصيلها خلال ٢٤ ساعة داخل الاتحاد الأوروبي. وبعد مرور ١٨ شهراً على التشغيل الإنتاجي، اقتصرت متطلبات الصيانة الرئيسية على استبدال أدلة ارتداء قنوات العد بشكل دوري (كل ٦ أشهر)، واستبدال عبوات المجففات في خزانات أغطية المجففات شهرياً، وكلا المهمتين يُصنّفان كمهام صيانة روتينية يقوم بها المشغل.
شركة إنتاج مكملات الكالسيوم الفوارة — البرازيل
شركة برازيلية مصنعة لمكملات غذائية، تمتلك حصة سوقية كبيرة في مجال تركيبات الكالسيوم والمغنيسيوم الفوّارة في السوق اللاتينية الأمريكية، وقامت بتثبيت جهازي رويي من السلسلة ET لتعبئة العلب المعدنية ذات سعة 10 أقراص و15 قرصاً. وتُوزَّع منتجات الشركة عبر سلاسل الصيدليات في مختلف المناطق المناخية بالبرازيل، بدءاً من منطقة الأمازون الرطبة وانتهاءً بالمنطقة الشمالية الشرقية الجافة — ما يشكّل اختباراً واقعياً صعباً لكفاءة التغليف المانع لاختراق الرطوبة. أما العملية شبه الآلية السابقة لتعبئة العلب المعدنية التي كانت تعتمدها الشركة فقد سجّلت معدل عائد للمنتجات بلغ 4–6% سنوياً، ويعود ذلك إلى فوران مبكر للأقراص ناجم عن تسرب الرطوبة عبر أغطية العلب غير المغلقة بإحكام بشكل متسق. وبعد الانتقال إلى نظام رويي الآلي الكامل المزوّد بتقنية إحكام الغطاء بالعزم المؤازر (Servo Torque Sealing)، انخفض معدل عائد المنتجات الناجم عن مشكلات جودة مرتبطة بالرطوبة إلى أقل من 0.3% خلال الأشهر الاثني عشر الأولى بعد التثبيت. ويعزى هذا التحسّن إلى عاملين رئيسيين: أولهما ضمان ثبات وموثوقية عزم إحكام الغطاء، مما يقضي على مشكلة الأغطية غير المشدودة كفايةً؛ وثانيهما نظام إدارة زمن التعرّض للغطاء المحتوي على مادة ماصة للرطوبة (Desiccant Cap)، الذي يمنع استخدام الأغطية التي امتصّت رطوبة الجو المحيط قبل تركيبها. وباستطاعة الجهاز معالجة 100 علبة معدنية في الدقيقة بالنسبة للعلب ذات سعة 10 أقراص، ما مكّن العميل من دمج الإنتاج من خطين يدويين في خطٍّ آلي واحد، وبالتالي خفض عدد العمال المباشرين من ستة إلى اثنين. ومن أبرز الميزات التي قدّرها العميل بشدة نظام رفض شظايا الأقراص: فالأقراص الفوّارة الكالسيومية تكون هشّة بطبيعتها أكثر من تركيبات فيتامين ج بسبب احتوائها على نسبة أعلى من المعادن، ولذلك فإن قدرة نظام العدّ على اكتشاف شظايا الأقراص ورفضها ساهمت في خفض الشكاوى الواردة من العملاء بشأن وجود أقراص محطّمة داخل العلب المغلقة إغلاقاً نهائياً. وقدّر مدير الإنتاج لدى العميل أن خفض معدل عائد المنتجات وتوفير العمالة حقّق عائداً على الاستثمار خلال 16 شهراً من التثبيت.
عبوة تصدير فوّارة لفيتامينات متعددة — تركيا
شركة تركية مقرها إسطنبول متخصصة في تغليف العقود للحبوب الفوّارة للتصدير إلى أسواق الشرق الأوسط وشمال إفريقيا، وقامت بتثبيت ماكينة من سلسلة Ruiyi ET لمعالجة عمليات التعبئة بالعقد لمجموعة متنوعة من العملاء ذوي المواصفات المختلفة للأنابيب. وتقوم المنشأة بتغليف حبوب الفيتامينات المتعددة الفوّارة التي تحتوي على فيتامين C، ومجموعة فيتامينات B، والزنك، وعناصر معدنية أخرى، داخل أنابيب تتراوح أقطارها بين ٢٢ مم و٣٣ مم، وبكميات تتراوح بين ١٠ و٢٠ حبة في كل أنبوب. ونظراً لتشغيل المنشأة لصالح عدة عملاء، كانت هناك حاجة متكررة لتغيير التنسيقات — عادةً ما يتراوح عددها بين ٣ و٥ مرات أسبوعياً — ما جعل سرعة ماكينة التغيير أمرًا بالغ الأهمية. ويحتوي نظام واجهة المستخدم الرسومية (HMI) الخاص بالوصفات على ٢٤ إعداداً معتمداً للمنتجات، يشمل كل منها أبعاد الأنبوب، وعدد الحبات، وهدف عزم شد الغطاء، وتكوين قناة العد، وسرعة الناقل. كما توفر إجراءات تغيير التنسيق إرشادات خطوة بخطوة على واجهة المستخدم الرسومية مرفقة بصورة توضيحية، مما يمكن مشغلي الإنتاج من إنجاز تغييرات التنسيق بشكل مستقل دون الحاجة إلى دعم هندسي. وأفاد مدير العمليات لدى العميل بأن متوسط زمن تغيير التنسيق بين أنواع الأنابيب المختلفة بلغ ٢٨ دقيقة، وهو ما يتماشى مع مواصفات شركة Ruiyi التي تتراوح بين ٢٠ و٤٠ دقيقة. وقد أثبتت ميزات إدارة الرطوبة فعاليتها البالغة نظراً لموقع المنشأة الساحلي في إسطنبول، حيث تتجاوز نسبة الرطوبة المحيطة عادةً ٧٠٪ خلال أشهر الصيف. وحافظ غلاف منطقة التعبئة المزود بفلتر HEPA مع خيار تجديد الغاز النيتروجيني (الذي يُفعَّل خلال موسم الرطوبة المرتفعة من يوليو إلى سبتمبر) على ثبات جودة الإنتاج رغم التقلبات الموسمية في الرطوبة. كما ساعد نظام مراقبة زمن تعرض الغطاء في منع المشكلات المتعلقة بالجودة عند استخدام أغطية مانعة للرطوبة خلال دورات الإنتاج الطويلة، حيث كان من الممكن أن يؤدي إعادة تعبئة حاوية الأغطية إلى إدخال أغطية تأثرت بالرطوبة في العملية. وبعد ذلك، أضاف العميل ماكينة ثانية من سلسلة ET لإنتاج أكبر تنسيق طلبيات لعميله الأكبر حجماً (أنبوب يحتوي على ٢٠ حبة)، وتم تهيئتها كخط إنتاج مخصص لمنتج واحد يعمل بسرعة ١٢٠ أنبوباً في الدقيقة.
ضمان الجودة والشهادات
تُصنّع شركة هانغتشو رويي لتكنولوجيا الآلات المحدودة جميع آلات تعبئة أنابيب الفقاعات وفق نظام إدارة الجودة المعتمد وفق معيار ISO 9001:2015، مع ضوابط عملية إضافية مخصصة لمعدات تغليف الأدوية. وتشمل اختبارات قبول المصنع لسلسلة الطراز ET ما يلي: تجربة تشغيل مستمر لمدة ٤٨ ساعة عند أقصى سرعة مُصنَّفة، مع تسجيل موثَّق لأوقات التوقف والعيوب؛ والتحقق من اتساق عزم إحكام الغطاء باستخدام جهاز قياس عزم معتمد على مدى ١٠٠٠ أنبوب متتالٍ (تحليل CpK بشروط حد أدنى قدره ١,٣٣)؛ والتحقق من دقة عد الأقراص عبر ثلاث أحجام مختلفة من الأقراص وكميتين مختلفتين للعد (بحد أدنى ١٠٠٠٠ عملية عد لكل تحقق، مع هدف دقة يتجاوز ٩٩,٥٪)؛ واختبار موثوقية وضع أغطية المجففات (بحد أدنى ٥٠٠٠ غطاء بمعدل نجاح في التموضع يتجاوز ٩٩,٩٪)؛ واختبار سلامة مرشحات HEPA والتحقق من وجود ضغط إيجابي داخل غرفة التعبئة؛ واختبار السلامة الكهربائية الكامل وفق معيار IEC 60204-1؛ واختبار وظائف النظام الهوائي واكتشاف التسريبات فيه؛ وحزمة وثائق شاملة تتضمن شهادات المواد الخاصة بجميع المكونات المتلامسة مع المنتج، وإعلان المطابقة CE، وتقرير تحقق اختبار قبول المصنع (FAT). ويضم فريق البحث والتطوير في شركة رويي ١٠ أفراد، ويُدمجون ملاحظات قطاع الأدوية في تحسينات مستمرة لمنصة سلسلة الطراز ET. ومن أحدث التحسينات التي أُدخلت مؤخرًا: مستشعر مُحدَّث لعزم الغطاء ذا معدل أخذ عيّنات أعلى للتحكم التكيّفي الأكثر دقة، وخوارزمية مُحسَّنة لكشف شظايا الأقراص طُوِّرت باستخدام تحليل التعلُّم الآلي لبيانات الإشارات الاستشعارية التاريخية، وخاصية مراقبة عن بُعد مدعومة بتقنية الإنترنت للأشياء (IoT) تتيح لمديري الإنتاج الاطلاع على حالة التشغيل الفعلية للآلة، ومؤشرات كفاءة التشغيل الشاملة (OEE)، وبيانات جودة العزم عبر لوحة تحكّم ويب آمنة. وقد حصلت الآلة على علامة CE، وصُمِّمت لدعم الامتثال لملاحق الاتحاد الأوروبي المتعلقة بالممارسات الجيدة في التصنيع (GMP) وخاصة الملحق ١، وللجزء ٢١١ من اللائحة الفيدرالية الأمريكية (FDA 21 CFR Part 211)، وكذلك لإرشادات منظمة الصحة العالمية (WHO GMP) الخاصة بتغليف الأشكال الجرعية الصلبة. وجميع مواد التشحيم المستخدمة بالقرب من مناطق المنتج هي مواد تشحيم صالحة للأغذية من الفئة H1 المتوافقة مع إدارة الأغذية والعقاقير الأمريكية (FDA). وتُقدَّم وثائق التشغيل باللغتين الإنجليزية والصينية، مع توفر ترجمات إضافية لهذه الوثائق بلغات أخرى رئيسية لأسواق التصدير الكبرى.
الأسئلة الشائعة
١. كيف يضمن نظام إغلاق الغطاء المزود بعامل التجفيف مقاومة الرطوبة لضمان استقرار المنتج على المدى الطويل؟
يعمل نظام حماية الرطوبة عبر ثلاث آليات متكاملة. أولاً، تحتوي غطاء المجفف نفسه على إدخال من هلام السيليكا أو المنخل الجزيئي داخل جسم الغطاء، والذي يمتص الرطوبة نشطًا من الهواء المحبوس داخل الأنبوب أثناء عملية الإغلاق، مما يقلل الرطوبة النسبية الداخلية إلى أقل من ١٠٪ خلال ساعات من الإغلاق. ثانيًا، تطبق محطة الإغلاق المُحكمة بالمحرك الخدمي عزم دوران دقيقًا ومتسقًا (عادةً ما يتراوح بين ١٫٠ و٣٫٥ نيوتن·متر حسب حجم الغطاء) لإنشاء ختم ميكانيكي محكم بين الغطاء وجسم الأنبوب. ويمنع هذا الختم دخول الرطوبة الخارجية إلى الأنبوب أثناء التخزين والتوزيع. ثالثًا، يراقب نظام إدارة تعرض الأغطية لدى شركة رويي المدة التي تتعرض فيها أغطية المجفف للهواء المحيط قبل تركيبها. فبمجرد إخراج أغطية المجفف من عبواتها المغلقة، تبدأ في امتصاص الرطوبة من الجو المحيط، وإذا تركت مكشوفة لفترة طويلة جدًا، فإنها تشبع ولا تعود فعّالة. وتتعقب الآلة مدة تعرض الأغطية في المجلة وتحذّر المشغلين من استبدال الأغطية قبل أن تتأثر قدرتها على امتصاص الرطوبة. وبمجملها، تشكّل هذه الآليات الثلاث حاجزًا متعدد الطبقات ضد الرطوبة، وقد تم التحقق من فعاليته في الحفاظ على استقرار أقراص الفوّارة لمدة صلاحية تتراوح بين ٢٤ و٣٦ شهرًا في ظل ظروف المناخ المحددة في المنطقتين II وIV وفقًا لتوجيهات اللجنة الدولية لمتطلبات الصيدلة (ICH). كما يزداد أداء النظام فعاليةً بفضل منطقة التعبئة ذات الضغط الإيجابي والمزودة بفلتر HEPA، والتي تقلل من اتصال الرطوبة بالحبوب أثناء عملية التعبئة نفسها.
2. ما أحجام وأنواع الأنابيب المتوافقة مع الجهاز؟
آلة تعبئة أنابيب سلسلة Ruiyi ET مُصمَّمة لاستيعاب الأنابيب البلاستيكية التي يتراوح قطرها بين ٢٠ مم و٤٠ مم، وارتفاعها بين ٦٠ مم و١٥٠ مم، ما يغطي الغالبية العظمى من أشكال الأنابيب التجارية المستخدمة في تعبئة أقراص الفوّارة. وتتوافق هذه الآلة مع أجسام الأنابيب المصنوعة من البولي بروبيلين (PP) والبولي إيثيلين عالي الكثافة (HDPE) وبولي إيثيلين تيريفثالات (PET)، والتي تتميز بعنق ذي خيوط لولبية. كما يمكن للآلة التعامل مع سمك جدار الأنبوب الذي يتراوح بين ٠,٨ مم و١,٥ مم دون الحاجة إلى أي ضبط. ويمكن استيعاب كلٍّ من المقاطع العرضية الدائرية والبيضاوية قليلاً للأنابيب من خلال تخصيص حامل القرص الدوار. ويتعامل آلية تثبيت الغطاء اللولبية مع الخيوط القياسية ذات البدء الواحد والخيوط متعددة البدء، وهي الخيوط الشائعة في تغليف الأنابيب الصيدلانية. ولا يؤثر لون الأنبوب أو درجة شفافيته على تشغيل الآلة، إذ تعتمد عملية التوجيه والتحديد الموضعي على أدلة ميكانيكية بدلًا من الاستشعار البصري. ولعملاء الذين يخططون لإدخال أشكال جديدة من الأنابيب، توفر شركة Ruiyi خدمة اختبار العيّنات: حيث يمكن إرسال عيّنات الأنابيب والأغطية والأقراص إلى منشأة هانغتشو لإجراء اختبارات تشغيلية تُثبت التوافق وتحسّن معايير التشغيل الخاصة بالآلة قبل التسليم. ويمكن تجهيز نظام تغذية الأنابيب إما بنظام وعاء اهتزازي (لخطوط الإنتاج عالية السرعة المخصصة لشكل أنبوب واحد)، أو بنظام تغذية بواسطة حزام مع تحديد الاتجاه (للخطوط التي تتغير فيها أشكال الأنابيب بشكل متكرر)، ويتم الاختيار بين النظامين وفقًا لمتطلبات المرونة الإنتاجية.
3. ما الصيانة المطلوبة وكيف تُقدَّم تدريبات المشغلين؟
تم تصميم جهاز سلسلة ET وفق فلسفة صيانة تُميِّز بين المهام الروتينية التي يؤديها المشغلون وبين المهام الدورية التي يقوم بها فنيو الصيانة. مهام الصيانة التي يؤديها المشغلون (يوميًّا/أسبوعيًّا): الفحص البصري لنظافة قناة العد، وتنظيف غبار الأقراص من داخل غلاف منطقة التعبئة، والتحقق من مؤشر فرق الضغط الخاص بفلتر الـHEPA، والتأكد من حالة مؤشر الرطوبة في علبة الغطاء المانع للرطوبة، ومسح الأسطح الخارجية بقطعة قماش. وتستغرق هذه المهام حوالي ١٥ دقيقة لكل وردية، وهي مضمَّنة في برنامج تدريب المشغلين. أما مهام الصيانة التي يؤديها الفنيون (شهريًّا/ربع سنويًّا): استبدال أدلة اهتراء قناة العد (كل ٦ أشهر في ظل التشغيل الطبيعي، وأكثر تكرارًا في حال تركيبات الأقراص الكاشطة)، وفحص متبِعات كامات محرك التثبيت وتزييتها، والتحقق من معايرة مستشعر العزم، واستبدال فلتر الـHEPA (عادةً كل ١٢ شهرًا)، واستبدال عنصر الفلتر في النظام الهوائي. وتتم متابعة فترات الصيانة عبر واجهة المستخدم البشرية (HMI) مع تذكيرات ظاهرة على الشاشة، ويتم توثيقها في دليل الصيانة الشامل. وتوفِّر شركة Ruiyi تدريبًا للمشغلين وفنيي الصيانة كجزء من عملية تشغيل الجهاز — وعادةً ما يستغرق هذا التدريب ٣–٥ أيام عمل في الموقع، ويشمل التشغيل، والتنظيف، وتغيير التنسيق، وحل المشكلات الأساسية، وإجراءات الصيانة الوقائية. ويُقدَّم التدريب باللغة الإنجليزية أو الصينية على يد مهندسي مصنع Ruiyi. ويُزوَّد العملاء بدليل تدريبي مرفق بصورة توضيحية للإجراءات، بالإضافة إلى دليل إرشادي سريع مغلف بلامع للاستعمال المتكرر. كما يتوفر تدريب تنشيطي عن بُعد عبر مكالمة فيديو كجزء من حزمة الدعم. وللإجراءات المعقدة في مجال الصيانة، مثل استبدال محرك السيرفو أو تحديث برنامج وحدة التحكم المنطقية القابلة للبرمجة (PLC)، توفِّر شركة Ruiyi مقاطع فيديو تفصيلية خطوة بخطوة أو دعمًا عن بُعد باستخدام مشاركة الشاشة.
٤. هل يمكن دمج الجهاز مع جهاز ضغط الأقراص في المرحلة السابقة والمعدات التعبئية في المرحلة اللاحقة؟
نعم، تم تصميم آلة تعبئة الأنابيب من سلسلة Ruiyi ET للاستيعاب السلس في خطوط تغليف أقراص الفوّارة الكاملة. التكامل مع المعدات الواقعة قبلها (Upstream integration): يمكن ربط حاوية إدخال الأقراص بالآلة بآلة ضغط الأقراص أو جهاز تنظيف الأقراص باستخدام ناقل حزامي مائل أو نظام نقل شفطي. ومع ذلك، فإن شركة Ruiyi توصي، بالنسبة للأقراص الفوّارة، بتوصيل مباشر بين آلة ضغط الأقراص وعداد الإدخال مع وجود حاوية وسيطة (buffer hopper)، بدلًا من التخزين السائب، لأن تقليل مدة التعرّض للهواء أمرٌ بالغ الأهمية بالنسبة للمنتجات الحساسة للرطوبة. وتضم الحاوية الوسيطة منفذًا للتنفّس مزوّدًا بمادة مُجفِّفة للحفاظ على انخفاض مستوى الرطوبة. ويمكن لشركة Ruiyi توريد نظام التغذية والنقل الكامل مع الحاوية الوسيطة، أو دمجه مع المعدات الموجودة مسبقًا لدى العميل. التكامل مع المعدات الواقعة بعدها (Downstream integration): يتصل الناقل الخارجي بالآلات القياسية لتلصيق الملصقات، وأجهزة الترميز بالحبر النفاث أو الليزر، وأجهزة فحص الوزن، وآلات التعبئة في علب كرتونية، وذلك عبر أقسام ناقلة متزامنة. ويدعم وحدة التحكم المنطقية القابلة للبرمجة (PLC) بروتوكولات الاتصال الصناعية القياسية، ومنها Ethernet/IP وProfinet وModbus TCP، لإرسال إشارات التزامن وتبادل بيانات الإنتاج مع أنظمة التحكم في الخطوط. وتوفّر الآلة مخرجات تتابعية جافة (dry-contact relay outputs) للربط الأساسي بين تشغيل/إيقاف التشغيل، ويمكن تهيئتها لتكون جهاز تحكم رئيسي (master) أو جهاز تابع (slave) ضمن التسلسل الهرمي لتحكم الخط. وتُقدَّم دعم هندسة التكامل كجزء من تسليم المعدات، حيث يعمل مهندسو شركة Ruiyi مع فريق الأتمتة الخاص بالعميل لتحديد بروتوكولات الواجهة ورسم خرائط الإشارات. وفي المشاريع الجديدة (greenfield projects)، يمكن لشركة Ruiyi تصميم تخطيط خط التغليف الكامل، بما في ذلك المعدات الواقعة قبل وبعد الآلة من سلسلة ET، بحيث تتطابق مع معدل الإنتاج الخاص بهذه الآلة، مما يقلل إلى أدنى حدٍّ الحاجة إلى الحاويات الوسيطة وانقطاعات التشغيل في الخط.