



Machine Introduction
Effervescent tablets present one of the most demanding packaging challenges in the pharmaceutical industry. Unlike conventional tablets that remain stable in standard bottle or blister packaging, effervescent formulations contain sodium bicarbonate or carbonate salts combined with citric acid or other organic acids — when exposed to atmospheric moisture, even at humidity levels as low as 30% RH, these components begin to react, causing premature effervescence, surface pitting, tablet softening, and eventual product failure. The packaging solution must create a near-zero moisture-ingress barrier and actively scavenge residual humidity within the sealed container. Ruiyi Machinery's high-speed automatic effervescent tube filling machine addresses these requirements through an integrated packaging system that combines four critical operations into one continuous process: tube orientation and feeding, precision tablet counting and filling, desiccant cap placement, and controlled torque sealing. The machine employs a multi-station rotary indexing design where tubes progress through sequential stations on a precision indexing dial. At the tube feeding station, empty plastic tubes are oriented, singulated from the bulk hopper, and placed into the dial nests. The dial indexes to the counting/filling station, where a multi-channel photoelectric tablet counter accurately dispenses the programmed number of tablets into each tube. The next station positions a desiccant cap — containing silica gel or molecular sieve desiccant material — onto each filled tube. The critical sealing station then applies precise, controlled torque to thread the cap onto the tube body, creating a hermetic seal that is immediately verified by the cap torque monitoring system. Completed tubes are discharged onto an outfeed conveyor for secondary packaging operations. The machine's design places particular emphasis on the sealing station, as even minor variations in cap tightening torque can result in moisture ingress paths that defeat the entire packaging purpose. Ruiyi's engineering team developed a servo-controlled torque application system with dynamic feedback — the motor's torque output is continuously monitored and adjusted in real-time based on cap threading characteristics, cap material hardness, and tube thread geometry. The system logs torque values for every sealed tube, providing verifiable quality records for pharmaceutical batch documentation. All product-contact surfaces are SUS304 stainless steel, and the tablet counting zone is enclosed with a transparent guard that maintains a positive-pressure HEPA-filtered airflow to prevent environmental moisture ingress during the filling operation. Desiccant caps are stored in a humidity-controlled magazine with a maximum exposure time alarm — if caps remain in the open magazine beyond the programmed time limit, the machine alerts the operator to replace them with fresh caps from sealed packaging. These moisture management features reflect Ruiyi's deep understanding of effervescent product stability requirements, developed through 20+ years of pharmaceutical packaging machinery experience and close collaboration with effervescent tablet manufacturers worldwide.
Technical Parameters
Working Principle
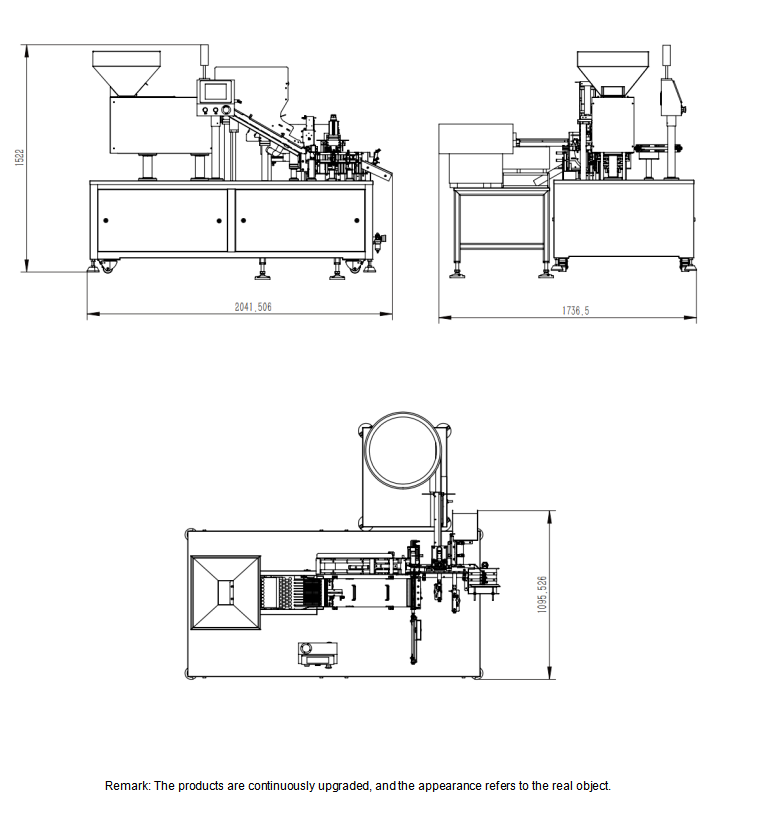
The effervescent tube filling machine operates on a multi-station rotary indexing principle where each station performs a specific operation while the indexing dial advances filled and sealed tubes toward the discharge point. The process begins at Station 1 — Tube Feeding: Empty plastic tubes are loaded into a bulk hopper equipped with an orientation mechanism that ensures all tubes are delivered to the feeding chute with their open ends facing upward. A rotary scoop or vibratory bowl feeder singulates the tubes and places them individually into nests on the indexing dial. Tube presence sensors at this station verify that each nest contains a properly oriented tube before the dial indexes forward. Station 2-3 — Tablet Counting & Filling: The indexing dial advances the empty tube under a multi-channel photoelectric counting head. Tablets are fed from a vibratory hopper into counting channels where infrared beam sensors detect and count each tablet as it passes. The PLC accumulates the count signals, and when the preset quantity is reached for that tube, a gate diverts the product stream while the dial indexes the filled tube forward. The counting system includes anti-double-count logic and tablet fragment detection — if a broken tablet passes through the sensor zone, its irregular light interruption pattern is recognized and the piece is rejected to a separate collection bin. The filling zone is enclosed in a transparent guard with positive-pressure HEPA-filtered air to prevent environmental moisture from contacting hygroscopic effervescent tablets during the filling process. Station 4 — Desiccant Cap Placement: Desiccant caps, which contain a silica gel or molecular sieve desiccant insert within the cap body, are fed from a sealed humidity-controlled magazine to a cap placement mechanism. The mechanism picks a single cap and positions it precisely onto the filled tube mouth. The cap magazine is maintained under low humidity with an integrated desiccant pack, and a sensor monitors the accumulated time caps have been exposed to the ambient atmosphere. If the programmed exposure limit is exceeded (typically 30-60 minutes), the machine halts cap feeding and alerts the operator to replace the magazine contents. Station 5 — Torque Sealing: This is the most critical station in the entire process. A servo-driven torque head descends onto the cap and applies controlled rotational torque to thread the cap onto the tube body. The servo motor's torque output is continuously measured through its drive current, with real-time feedback to the PLC. The target torque value — typically between 1.0 and 3.5 Nm depending on cap size and material — is programmed in the HMI recipe. If the applied torque falls outside the acceptable window (either too low, risking incomplete seal, or too high, risking cap or thread damage), the tube is automatically rejected at the downstream inspection station. Every tube's sealing torque value is logged to the machine's data record for batch traceability. Station 6 — Cap Seal Verification & Reject: A secondary verification station uses an optical sensor array or a non-contact torque check to confirm cap presence and seating position. Tubes that failed the torque sealing station or the verification check are diverted to a reject chute. Station 7 — Discharge: Verified tubes are ejected from the dial nests onto an outfeed conveyor, typically in an upright orientation, for transfer to labeling, coding, checkweighing, and cartoning operations. The entire indexing cycle is servo-driven for smooth acceleration and deceleration, minimizing tablet chipping and tube jostling that could generate dust or damage tablets. The cycle time per station determines the overall machine speed — at 80 tubes per minute, each station cycle is approximately 0.75 seconds, demonstrating the precision required for reliable operation at commercial production speeds.
Key Features
Applications & Real-World Experience
Effervescent Vitamin C Manufacturer — Germany
A German OTC pharmaceutical company producing premium effervescent vitamin C tablets for the European consumer market integrated the Ruiyi ET-series tube filling machine into their primary packaging line for their 20-tablet tube SKU, which accounts for approximately 65% of their effervescent product volume. The customer's quality specifications were particularly stringent — requiring less than 0.1% moisture-induced product degradation after 24-month accelerated stability testing at 40 degrees C and 75% RH, per ICH Q1A guidelines. The Ruiyi machine's servo-controlled torque sealing system, applying a consistent 2.8 Nm closure torque on 27mm diameter desiccant caps, was validated to maintain seal integrity throughout the stability study period. The machine operates at 90 tubes per minute in a two-shift production pattern, producing approximately 75,000 tubes per day. The HEPA-filtered filling zone enclosure was a critical requirement for the customer's EU GMP Annex 1 compliance related to product exposure control. The integrated torque logging system provides complete seal force records for every production batch, supporting the customer's pharmaceutical quality system documentation without requiring additional manual testing. The customer's engineering manager reported that the machine's tablet counting accuracy exceeded their 99.5% specification, with validated error rates below 0.15% during routine production. Ruiyi's European technical partner, based in Frankfurt, provided local installation support and maintains a consignment stock of critical spare parts for 24-hour delivery within the EU. After 18 months of production operation, the primary maintenance requirement has been periodic replacement of counting channel wear guides (every 6 months) and desiccant cap magazine desiccant packs (monthly replacement), both classified as routine operator-level maintenance tasks.
Effervescent Calcium Supplement Producer — Brazil
A Brazilian dietary supplement manufacturer with a dominant market share in effervescent calcium and magnesium formulations for the Latin American market deployed two Ruiyi ET-series machines for their 10-tablet and 15-tablet tube formats. The company's products are distributed through pharmacy chains across Brazil's diverse climate zones, from the humid Amazon region to the dry northeast — presenting a challenging real-world test of moisture-proof packaging integrity. The customer's previous semi-automatic tube filling operation experienced a 4-6% annual product return rate attributable to premature effervescence caused by moisture ingress through inconsistently sealed tubes. After transitioning to the Ruiyi fully automatic system with servo torque sealing, the verified product return rate for moisture-related quality issues dropped to below 0.3% within the first 12 months. The improvement was attributed to two factors: the consistent, verifiable sealing torque eliminating under-tightened caps, and the desiccant cap exposure time management system preventing the use of caps that had absorbed ambient moisture before application. The machine's capacity of 100 tubes per minute for the 10-tablet format enabled the customer to consolidate production from two manual lines into a single automated line, reducing direct labor from six operators to two. A particularly valued feature was the tablet fragment rejection system — effervescent calcium tablets are inherently more brittle than vitamin C formulations due to higher mineral content, and the counting system's ability to detect and reject tablet fragments significantly reduced customer complaints about broken tablets inside sealed tubes. The customer's production director estimated that reduced product returns and labor savings achieved a return on investment within 16 months of installation.
Multivitamin Effervescent Export Packager — Turkey
An Istanbul-based contract packaging company specializing in effervescent tablet export for Middle Eastern and North African markets installed a Ruiyi ET-series machine to handle contract filling for multiple brand customers with diverse tube specifications. The facility packages effervescent multivitamin tablets containing vitamin C, B-complex, zinc, and other minerals in tubes ranging from 22mm to 33mm diameter with tablet counts from 10 to 20 per tube. The multi-client operation required frequent format changeovers — typically 3-5 per week — placing a premium on the machine's quick changeover capability. The HMI recipe system stores 24 validated product setups, each including tube dimensions, tablet count, cap torque target, counting channel configuration, and conveyor speed parameters. Changeover procedures are guided step-by-step on the HMI with photo illustrations, enabling production operators to complete format changes independently without engineering support. The customer's operations manager reported average changeover time of 28 minutes between different tube formats, consistent with Ruiyi's 20-40 minute specification. The moisture management features proved particularly valuable given the facility's coastal Istanbul location, where ambient humidity regularly exceeds 70% in summer months. The HEPA-filtered filling zone enclosure with optional nitrogen purge (activated during July-September high-humidity season) maintained consistent production quality across seasonal humidity variations. The cap exposure time monitoring system prevented quality issues with desiccant caps during extended production runs where cap hopper refilling might otherwise introduce moisture-compromised caps into the process. The customer has since added a second ET-series machine for higher-capacity production of their largest-volume client's 20-tablet tube format, configuring it as a dedicated single-product line running at 120 tubes per minute.
Quality Assurance & Certifications
Hangzhou Ruiyi Machinery Technology Co., Ltd. manufactures all effervescent tube filling machines under an ISO 9001:2015 certified quality management system with additional process controls specific to pharmaceutical packaging equipment. Factory acceptance testing for the ET-series includes: 48-hour continuous run trial at maximum rated speed with documented downtime and defect logs; torque sealing consistency verification using a calibrated torque tester across 1,000 consecutive tubes (CpK analysis with minimum 1.33 requirement); tablet counting accuracy validation across three tablet sizes and two count quantities (minimum 10,000 counts per validation, accuracy target above 99.5%); desiccant cap placement reliability test (minimum 5,000 caps with placement success rate above 99.9%); HEPA filter integrity testing and positive pressure verification in the filling zone enclosure; full electrical safety testing per IEC 60204-1; pneumatic system function and leak testing; and comprehensive documentation package including material certificates for all product-contact components, CE Declaration of Conformity, and FAT validation report. Ruiyi's 10-person R&D team incorporates pharmaceutical industry feedback into continuous improvement of the ET-series platform. Recent enhancements include an upgraded cap torque sensor with higher sampling rate for more precise adaptive control, an enhanced tablet fragment detection algorithm developed using machine learning analysis of historical sensor signal data, and an IoT-enabled remote monitoring option that allows production managers to view real-time machine status, OEE metrics, and torque quality data via a secure web dashboard. The machine is CE marked and designed to support compliance with EU GMP Annex 1, FDA 21 CFR Part 211, and WHO GMP guidelines for solid dosage form packaging. All lubricants used in proximity to product zones are FDA-compliant H1 food-grade lubricants. Machine documentation is provided in English and Chinese, with additional language translations available for major export markets.
Frequently Asked Questions
1. How does the desiccant cap moisture-proof sealing system ensure long-term product stability?
The moisture protection system works through three integrated mechanisms. First, the desiccant cap itself contains a silica gel or molecular sieve insert within the cap body that actively absorbs moisture from the air trapped inside the tube during sealing, reducing the internal relative humidity to below 10% within hours of sealing. Second, the servo-controlled torque sealing station applies precise, consistent torque (typically 1.0-3.5 Nm depending on cap size) to create a hermetic mechanical seal between the cap and tube body. This seal prevents external moisture from entering the tube during storage and distribution. Third, Ruiyi's cap exposure management system monitors how long desiccant caps have been exposed to ambient air before application. Desiccant caps begin absorbing moisture from the atmosphere as soon as they are removed from their sealed packaging, and if they are left exposed too long, they become saturated and ineffective. The machine tracks cap exposure time in the magazine and alerts operators to replace caps before their moisture-absorption capacity is compromised. Together, these three mechanisms create a multi-layer moisture barrier that has been validated to maintain effervescent tablet stability through 24-36 month shelf life under ICH climatic zone II and IV conditions. The system's effectiveness is further enhanced by the HEPA-filtered positive-pressure filling zone that minimizes moisture contact with tablets during the filling operation itself.
2. What tube sizes and types are compatible with the machine?
The Ruiyi ET-series tube filling machine accommodates plastic tubes with diameters from 20mm to 40mm and heights from 60mm to 150mm, covering the vast majority of commercial effervescent tablet tube formats. The machine is compatible with polypropylene (PP), high-density polyethylene (HDPE), and polyethylene terephthalate (PET) tube bodies with screw-thread necks. Tube wall thickness from 0.8mm to 1.5mm is handled without adjustment. Both round and slightly oval tube cross-sections can be accommodated through dial nest customization. The cap threading mechanism handles standard single-start and multi-start threads common in pharmaceutical tube packaging. Tube color and opacity do not affect machine operation since orientation and positioning rely on mechanical guides rather than optical sensing. For customers introducing new tube formats, Ruiyi offers a sample testing service — send tube samples, caps, and tablets to the Hangzhou facility for trial runs that validate compatibility and optimize machine parameters before delivery. The tube feeding system can be configured with either a vibratory bowl feeder (for dedicated high-speed single-format lines) or a belt-fed orientation system (for lines with frequent format changes), with the choice based on production flexibility requirements.
3. What maintenance is required and how is operator training provided?
The ET-series machine is designed with a maintenance philosophy that distinguishes between routine operator-level tasks and periodic technician-level tasks. Operator-level maintenance (daily/weekly): visual inspection of counting channel cleanliness, cleaning of tablet dust from the filling zone enclosure interior, check of HEPA filter pressure differential indicator, verification of desiccant cap magazine humidity indicator status, and wipe-down of external surfaces. These tasks require approximately 15 minutes per shift and are covered in the operator training program. Technician-level maintenance (monthly/quarterly): replacement of counting channel wear guides (every 6 months under normal operation, sooner for abrasive tablet formulations), inspection and lubrication of indexing drive cam followers, torque sensor calibration verification, HEPA filter replacement (typically every 12 months), and pneumatic system filter element replacement. Maintenance intervals are tracked by the HMI with on-screen reminders and are documented in the comprehensive maintenance manual. Ruiyi provides operator and maintenance technician training as part of machine commissioning — typically 3-5 working days on-site covering operation, cleaning, format changeover, basic troubleshooting, and preventive maintenance procedures. Training is conducted in English or Chinese by Ruiyi factory engineers. A training manual with photographic procedures and a laminated quick-reference guide are provided for ongoing reference. Remote refresher training via video call is available as part of the support package. For complex maintenance procedures such as servo drive replacement or PLC program updates, Ruiyi provides step-by-step video guides or remote support with screen sharing.
4. Can the machine be integrated with upstream tablet press and downstream packaging equipment?
Yes, the Ruiyi ET-series tube filling machine is designed for seamless integration into complete effervescent tablet packaging lines. Upstream integration: the tablet infeed hopper can be connected to a tablet press or tablet deduster via an inclined belt conveyor or vacuum transfer system. However, for effervescent tablets, Ruiyi recommends a direct tablet press-to-counter connection with a buffer hopper rather than bulk storage, as minimizing atmospheric exposure time is critical for moisture-sensitive products. The buffer hopper includes a desiccant breather port to maintain low humidity. Ruiyi can supply the complete infeed conveying and buffer system or integrate with the customer's existing equipment. Downstream integration: the outfeed conveyor interfaces with standard labeling machines, inkjet or laser coders, checkweighers, and cartoning machines through synchronized conveyor sections. The PLC supports standard industrial communication protocols including Ethernet/IP, Profinet, and Modbus TCP for handshake signals and production data exchange with line control systems. The machine provides dry-contact relay outputs for basic start/stop interlocking and can be configured as a master or slave device in the line control hierarchy. Integration engineering support is provided as part of equipment delivery, with Ruiyi engineers working with the customer's automation team to define interface protocols and signal mapping. For greenfield projects, Ruiyi can design the complete packaging line layout including upstream and downstream equipment specified to match the ET-series machine's throughput, minimizing buffering requirements and line stoppages.