



Einführung der Maschine
Brausetabletten stellen eine der anspruchsvollsten Verpackungsherausforderungen in der pharmazeutischen Industrie dar. Im Gegensatz zu herkömmlichen Tabletten, die in Standardflaschen- oder Blisterverpackungen stabil bleiben, enthalten Brauseformulierungen Natriumbikarbonat oder Carbonatsalze in Kombination mit Zitronensäure oder anderen organischen Säuren – bei Kontakt mit atmosphärischer Feuchtigkeit beginnen diese Komponenten bereits bei Luftfeuchtigkeitswerten ab 30 % rel. Luftfeuchte (RH) zu reagieren, was zu vorzeitigem Aufbrausen, Oberflächenpitting, Aufweichen der Tabletten und letztlich zum Produktversagen führt. Die Verpackungslösung muss daher eine nahezu feuchtigkeitsdichte Barriere schaffen und gleichzeitig verbleibende Feuchtigkeit im verschlossenen Behälter aktiv binden. Die hochgeschwindigkeitsfähige automatische Brausetube-Füllmaschine von Ruiyi löst diese Anforderungen mittels eines integrierten Verpackungssystems, das vier kritische Operationen in einem kontinuierlichen Prozess vereint: Tube-Orientierung und -Zuführung, präzises Tablettenzählen und -Füllen, Platzierung der Trockenmittelkappe sowie dosierte Drehmomentversiegelung. Die Maschine nutzt ein mehrstationäres Drehtisch-Indexierdesign, bei dem die Tubes nacheinander an den einzelnen Stationen eines präzisen Indexierdrehtisches vorbeilaufen. An der Tube-Zuführstation werden leere Kunststofftubes aus dem Schüttraum orientiert, einzeln separiert und in die Aufnahmen des Drehtisches eingelegt. Der Drehtisch indexiert zur Zähl-/Füllstation, wo ein mehrkanaliger photoelektrischer Tablettenzähler die programmierte Anzahl an Tabletten exakt in jede Tube dosiert. In der nächsten Station wird eine Trockenmittelkappe – mit Silicagel- oder Molekularsieb-Trockenmittel – auf jede gefüllte Tube positioniert. In der entscheidenden Versiegelungsstation wird dann ein exakt dosiertes, kontrolliertes Drehmoment angewendet, um die Kappe gewindeartig auf den Tube-Körper aufzuschrauben und so eine hermetische Dichtung zu erzeugen, die unmittelbar durch das Drehmomentüberwachungssystem für die Kappe verifiziert wird. Die fertig versiegelten Tubes werden auf ein Auslaufband entladen, um anschließend weiterverpackt zu werden. Bei der Konstruktion der Maschine wurde besonderes Augenmerk auf die Versiegelungsstation gelegt, da bereits geringfügige Schwankungen beim Anziehdrehmoment der Kappe Feuchtigkeits-Eintrittspfade erzeugen können, die den gesamten Verpackungszweck zunichtemachen würden. Das Ingenieurteam von Ruiyi entwickelte hierfür ein servogesteuertes Drehmomentanwendungssystem mit dynamischem Feedback – die Drehmomentausgabe des Motors wird kontinuierlich überwacht und in Echtzeit anhand der Gewindeeigenschaften der Kappe, der Härte des Kappenmaterials sowie der Gewindegeometrie des Tubes angepasst. Das System protokolliert die Drehmomentwerte für jede versiegelte Tube und liefert damit nachweisbare Qualitätsdaten für die pharmazeutische Chargendokumentation. Alle produktberührenden Oberflächen bestehen aus Edelstahl SUS304; der Tablettenzählbereich ist zudem mit einer transparenten Abschirmung umgeben, die einen Überdruck mit HEPA-gefilterter Luft aufrechterhält, um während des Füllvorgangs einen Eintrag von Umgebungsfeuchtigkeit zu verhindern. Die Trockenmittelkappen werden in einem feuchtigkeitskontrollierten Magazin gelagert, das mit einer maximalen Expositionszeit-Warnfunktion ausgestattet ist – verbleiben die Kappen länger als die vorgegebene Zeit im offenen Magazin, warnt die Maschine den Bediener, frische Kappen aus versiegeltem Verpackungsmaterial einzulegen. Diese Feuchtigkeitsmanagement-Funktionen spiegeln das tiefgreifende Verständnis von Ruiyi für die Stabilitätsanforderungen von Brausetabletten wider, das sich aus über 20 Jahren Erfahrung in der Herstellung pharmazeutischer Verpackungsmaschinen sowie aus enger Zusammenarbeit mit Herstellern von Brausetabletten weltweit entwickelt hat.
Technische Parameter
Arbeitsprinzip
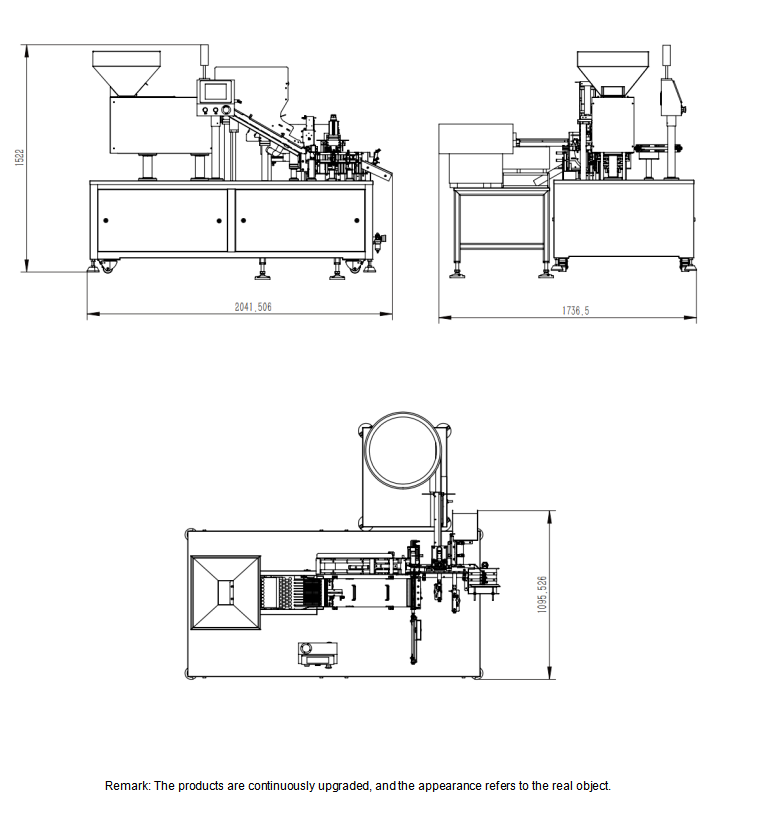
Die Brausetabletten-Füllmaschine für Tuben arbeitet nach dem Prinzip eines mehrstationären, drehenden Indexiermechanismus, wobei jede Station eine spezifische Operation ausführt, während der Indexiervorschub die gefüllten und verschlossenen Tuben zum Austragpunkt transportiert. Der Prozess beginnt an Station 1 – Tubenbeschickung: Leere Kunststofftuben werden in einen Schüttraum mit Orientierungsmechanismus geladen, der sicherstellt, dass alle Tuben mit ihren offenen Enden nach oben in die Zuführschneise gelangen. Ein rotierender Löffel oder ein Schwingtrichter führt die Tuben einzeln zu und platziert sie nacheinander in den Nesterungen des Indexiervorschubs. Tuben-Anwesenheitssensoren an dieser Station überprüfen, ob sich in jeder Nesterung eine korrekt orientierte Tube befindet, bevor der Vorschub weiterrotiert. Station 2–3 – Tablettenzählen und -befüllen: Der Indexiervorschub bewegt die leere Tube unter einen mehrkanaligen photoelektrischen Zählkopf. Die Tabletten werden aus einem Schwingtrichter in Zählkanäle geleitet, wo Infrarotlichtstrahlen jedes Tablet erkennen und zählen, sobald es hindurchläuft. Die SPS akkumuliert die Zählsignale; sobald die voreingestellte Menge für diese Tube erreicht ist, lenkt ein Schieber den Produktstrom um, während der Vorschub die gefüllte Tube weiterbewegt. Das Zählsystem verfügt über Logik zur Vermeidung von Doppelzählungen sowie zur Erkennung von Tablettenbruchstücken – wenn ein gebrochenes Tablet die Sensorzone durchläuft, wird dessen unregelmäßiges Lichtunterbrechungsmuster erkannt und das Stück in einen separaten Sammelbehälter aussortiert. Die Füllzone ist durch eine transparente Abschirmung geschützt, innerhalb derer ein Überdruck mit HEPA-gefilterter Luft aufrechterhalten wird, um zu verhindern, dass Umgebungsfeuchtigkeit hygroskopische Brausetabletten während des Füllvorgangs beeinträchtigt. Station 4 – Desiccant-Kappe (Trockenmittelkappe) platzieren: Desiccant-Kappen – bestehend aus einer Kappe mit eingelegtem Trockenmittel (Kieselgel oder Molekularsieb) – werden aus einem luftdicht verschlossenen, feuchtigkeitskontrollierten Magazin einer Kapplenplatzier-Vorrichtung zugeführt. Diese Vorrichtung entnimmt jeweils eine einzelne Kappe und positioniert sie präzise auf der Öffnung der gefüllten Tube. Das Kapellenmagazin wird mittels eines integrierten Trockenmittelpacks bei niedriger Luftfeuchtigkeit gehalten; ein Sensor überwacht die kumulierte Zeit, die die Kappen bereits der Umgebungsluft ausgesetzt waren. Wird die programmierte Expositionszeit überschritten (typischerweise 30–60 Minuten), stoppt die Maschine die Kapplen-Zufuhr und warnt den Bediener, den Magazininhalt zu wechseln. Station 5 – Drehmomentverschließen: Dies ist die kritischste Station des gesamten Prozesses. Ein servogesteuerter Drehmomentkopf fährt auf die Kappe herab und übt ein kontrolliertes Drehmoment aus, um die Kappe in das Gewinde der Tube einzuschrauben. Die Drehmomentausgabe des Servomotors wird kontinuierlich über dessen Antriebsstrom gemessen, wobei ein Echtzeit-Feedback an die SPS erfolgt. Der Ziel-Drehmomentwert – typischerweise zwischen 1,0 und 3,5 Nm, abhängig von Kappegröße und -material – wird im HMI-Rezept programmiert. Falls das angelegte Drehmoment außerhalb des zulässigen Toleranzbereichs liegt (entweder zu gering, was eine unvollständige Versiegelung riskiert, oder zu hoch, was Beschädigungen an Kappe oder Gewinde verursachen könnte), wird die Tube automatisch an der nachgeschalteten Inspektionsstation aussortiert. Der Drehmomentwert jeder einzelnen Tube wird in der Maschinendatenaufzeichnung protokolliert, um die Chargenrückverfolgbarkeit zu gewährleisten. Station 6 – Kappe-Verifikation und Aussortierung: Eine sekundäre Verifikationsstation nutzt ein optisches Sensorarray oder eine berührungslose Drehmomentprüfung, um das Vorhandensein der Kappe sowie ihre korrekte Positionierung zu bestätigen. Tuben, die an der Drehmomentverschließstation oder an der Verifikationsprüfung scheitern, werden in eine Aussortier-Rutsche geleitet. Station 7 – Austrag: Geprüfte Tuben werden aus den Nesterungen des Indexiervorschubs auf ein Auslaufband entlassen, typischerweise in aufrechter Position, um anschließend an Etikettier-, Codier-, Kontrollwägungs- und Kartonierprozesse weitergeleitet zu werden. Der gesamte Indexiervorgang erfolgt servogesteuert, um sanfte Beschleunigung und Verzögerung zu ermöglichen und so Tablettenabsplitterung sowie ruckartige Bewegungen der Tuben zu minimieren, die Staub erzeugen oder Tabletten beschädigen könnten. Die Zykluszeit pro Station bestimmt die Gesamtgeschwindigkeit der Maschine – bei 80 Tuben pro Minute beträgt die Zykluszeit pro Station etwa 0,75 Sekunden, was die hohe Präzision unterstreicht, die für einen zuverlässigen Betrieb bei kommerziellen Produktionsgeschwindigkeiten erforderlich ist.
Hauptmerkmale
Anwendungen und praktische Erfahrungen
Hersteller von Brausetabletten mit Vitamin C — Deutschland
Ein deutsches OTC-Pharmaceutical-Unternehmen, das hochwertige Brausetabletten mit Vitamin C für den europäischen Verbrauchermarkt herstellt, integrierte die Ruiyi-ET-Serie-Röhrenabfüllmaschine in seine Primärverpackungslinie für sein SKU mit 20-Tabletten-Röhren, das etwa 65 % seines Gesamtvolumens an Brauseprodukten ausmacht. Die Qualitätsanforderungen des Kunden waren besonders streng – es wurde eine Produktdegradation durch Feuchtigkeit von weniger als 0,1 % nach einer beschleunigten Stabilitätsprüfung über 24 Monate bei 40 °C und 75 % rel. Luftfeuchtigkeit gemäß den ICH-Q1A-Richtlinien gefordert. Das servogesteuerte Drehmomentsiegel-System der Ruiyi-Maschine, das einen konstanten Verschlussdrehmoment von 2,8 Nm auf 27-mm-Desiccant-Kappen ausübt, wurde validiert, um die Dichtigkeit der Verschlüsse während der gesamten Stabilitätsprüfungsperiode zu gewährleisten. Die Maschine arbeitet mit einer Geschwindigkeit von 90 Röhren pro Minute im Zwei-Schicht-Betrieb und produziert täglich rund 75.000 Röhren. Die mit HEPA-Filtern ausgestattete Abfüllzone war eine zentrale Anforderung des Kunden zur Einhaltung der EU-GMP-Anhang-1-Vorgaben bezüglich der Kontrolle der Produktexposition. Das integrierte Drehmoment-Logging-System liefert vollständige Aufzeichnungen der Verschlusskräfte für jede Produktionscharge und unterstützt damit das pharmazeutische Qualitätsmanagementsystem des Kunden, ohne zusätzliche manuelle Tests zu erfordern. Der technische Leiter des Kunden berichtete, dass die Tablettenzählgenauigkeit der Maschine seine Spezifikation von 99,5 % übertraf, wobei während des regulären Produktionsbetriebs validierte Fehlerquoten von unter 0,15 % erreicht wurden. Ruiyis europäischer technischer Partner mit Sitz in Frankfurt stellte vor Ort Unterstützung bei der Inbetriebnahme bereit und hält ein Konsignationslager mit kritischen Ersatzteilen vor, das innerhalb der EU eine Lieferung innerhalb von 24 Stunden ermöglicht. Nach 18 Monaten Produktionsbetrieb beschränkten sich die primären Wartungsanforderungen auf den periodischen Austausch der Verschleißführungen im Tablettenzählkanal (alle sechs Monate) sowie der Desiccant-Packungen im Desiccant-Kappen-Magazin (monatlicher Austausch), wobei beide Maßnahmen als routinemäßige Wartungsaufgaben auf Operatorebene eingestuft sind.
Hersteller von sprudelndem Kalziumpräparat — Brasilien
Ein brasilianischer Hersteller von Nahrungsergänzungsmitteln mit dominierendem Marktanteil bei sprudelnden Kalzium- und Magnesium-Formulierungen für den lateinamerikanischen Markt setzte zwei Ruiyi-ET-Serien-Maschinen für seine Tubenformate mit 10 bzw. 15 Tabletten ein. Die Produkte des Unternehmens werden über Apothekenketten in allen klimatischen Regionen Brasiliens vertrieben – von der feuchten Amazonasregion bis zur trockenen Nordostregion – was einen anspruchsvollen Real-World-Test der Feuchtigkeitsdichtheit der Verpackung darstellt. Der vorherige halbautomatische Tubenabfüllprozess des Kunden wies eine jährliche Rücklaufquote von 4–6 % auf, die auf vorzeitige Sprudelreaktionen infolge von Feuchtigkeitseintritt durch unzureichend verschlossene Tuben zurückzuführen war. Nach dem Wechsel auf das vollautomatische Ruiyi-System mit Servo-Drehmomentversiegelung sank die nachgewiesene Rücklaufquote aufgrund feuchtigkeitsbedingter Qualitätsprobleme innerhalb der ersten 12 Monate auf unter 0,3 %. Dieser Erfolg wurde zwei Faktoren zugeschrieben: Erstens der konsistenten, nachweisbaren Versiegelungsdrehmomentsteuerung, die zu locker angezogene Verschlüsse ausschließt, und zweitens dem System zur Steuerung der Expositionszeit des Trockenmittels im Verschlussdeckel, das die Verwendung von Verschlüssen verhindert, die vor dem Aufsetzen bereits Feuchtigkeit aus der Umgebungsluft aufgenommen hatten. Die Maschinenkapazität von 100 Tuben pro Minute beim 10-Tabletten-Format ermöglichte es dem Kunden, die Produktion von zwei manuellen Linien auf eine einzige automatisierte Linie zu konsolidieren und die direkten Personalkosten von sechs auf zwei Bediener zu reduzieren. Eine besonders geschätzte Funktion war das System zur Aussortierung von Tablettenbruchstücken: Sprudelnde Kalziumtabletten sind aufgrund ihres höheren Mineralgehalts grundsätzlich brüchiger als Vitamin-C-Formulierungen, und die Fähigkeit des Zählsystems, Bruchstücke zu erkennen und auszusortieren, führte zu einer deutlichen Reduzierung von Kundenbeschwerden über zerbrochene Tabletten in versiegelten Tuben. Der Produktionsleiter des Kunden schätzte, dass sich die durch reduzierte Produktretouren und Personaleinsparungen erzielten Einsparungen innerhalb von 16 Monaten nach Inbetriebnahme amortisiert haben.
Multivitamin-Lösungstabletten Exportverpacker — Türkei
Ein in Istanbul ansässiges Unternehmen für Verpackungsdienstleistungen, das sich auf den Export von Brausetabletten für den Nahen Osten und Nordafrika spezialisiert hat, installierte eine Ruiyi-ET-Serie-Maschine zur Auftragsabfüllung für mehrere Markenkunden mit unterschiedlichen Tubus-Spezifikationen. Die Anlage verpackt Brause-Multivitamin-Tabletten mit Vitamin C, B-Komplex, Zink und anderen Mineralstoffen in Tuben mit Durchmessern zwischen 22 mm und 33 mm und Tablettenzahlen von 10 bis 20 pro Tube. Aufgrund des Multi-Kunden-Betriebs waren häufige Formatwechsel erforderlich – typischerweise drei bis fünf pro Woche – wodurch die schnelle Wechselfähigkeit der Maschine besonders gefordert war. Das HMI-Rezept-System speichert 24 validierte Produkt-Einstellungen, zu denen jeweils Tubusmaße, Tablettenanzahl, Ziel-Drehmoment für die Verschlüsse, Konfiguration des Zählkanals sowie Fördergeschwindigkeitsparameter gehören. Die Formatwechselprozeduren werden am HMI Schritt für Schritt mit Fotografien illustriert, sodass Produktionsmitarbeiter die Formatwechsel eigenständig und ohne technische Unterstützung durchführen können. Der Betriebsleiter des Kunden berichtete über eine durchschnittliche Formatwechselzeit von 28 Minuten zwischen verschiedenen Tubusformaten – im Einklang mit der vom Hersteller angegebenen Spezifikation von 20 bis 40 Minuten. Die Feuchtigkeitsmanagement-Funktionen erwiesen sich als besonders wertvoll angesichts des Küstenstandorts Istanbul, wo die relative Luftfeuchtigkeit in den Sommermonaten regelmäßig über 70 % liegt. Die mit HEPA-Filtern ausgestattete Abfüllzone mit optionalem Stickstoffspülmodus (aktiviert während der Hochfeuchtigkeitsphase im Juli bis September) gewährleistete eine konstant hohe Produktqualität trotz saisonaler Schwankungen der Luftfeuchtigkeit. Das Überwachungssystem für die Kappelexpositionszeit verhinderte Qualitätsprobleme bei trockenheitsempfindlichen Verschlüssen während längerer Produktionsläufe, bei denen ein Nachfüllen des Verschlussbehälters andernfalls feuchtebeeinträchtigte Verschlüsse in den Prozess eingebracht hätte. Der Kunde installierte inzwischen eine zweite Maschine der ET-Serie für eine höhere Produktionskapazität beim 20-Tabletten-Tubusformat seines größten Kunden und konfigurierte sie als dedizierte Einproduktlinie mit einer Leistung von 120 Tuben pro Minute.
Qualitätssicherung & Zertifizierungen
Die Hangzhou Ruiyi Machinery Technology Co., Ltd. fertigt alle Brausetabletten-Füllmaschinen der ET-Serie gemäß einem nach ISO 9001:2015 zertifizierten Qualitätsmanagementsystem sowie zusätzlichen, speziell auf pharmazeutische Verpackungsmaschinen ausgerichteten Prozesskontrollen. Die Werksabnahmeprüfung (FAT) für die ET-Serie umfasst: einen 48-stündigen Dauerlauftest mit maximaler Nennleistung unter Dokumentation von Ausfallzeiten und Fehlerprotokollen; die Überprüfung der Konsistenz der Versiegelungsdrehmomente mittels eines kalibrierten Drehmomentsmessgeräts an 1.000 aufeinanderfolgenden Tuben (CpK-Analyse mit Mindestanforderung von 1,33); die Validierung der Tablettenzählgenauigkeit für drei verschiedene Tablettengrößen und zwei Zählmengen (mindestens 10.000 Zählvorgänge pro Validierung, Zielgenauigkeit über 99,5 %); den Zuverlässigkeits-Test für die Platzierung von Trockenmittelkappen (mindestens 5.000 Kappen, Erfolgsquote bei der Platzierung über 99,9 %); die Integritätsprüfung der HEPA-Filter sowie die Verifikation des Überdrucks in der Abschrankung des Füllbereichs; eine vollständige elektrische Sicherheitsprüfung gemäß IEC 60204-1; Funktions- und Dichtheitsprüfungen des pneumatischen Systems; sowie ein umfassendes Dokumentationspaket, das Materialzertifikate für sämtliche produktberührende Komponenten, die CE-Konformitätserklärung und den FAT-Validierungsbericht enthält. Das 10-köpfige F&E-Team von Ruiyi integriert Feedback aus der pharmazeutischen Industrie kontinuierlich in die Weiterentwicklung der ET-Serie. Zu den jüngsten Verbesserungen zählen ein verbesseter Drehmomentsensor für Kappen mit höherer Abtastrate für präzisere adaptive Regelung, ein weiterentwickelter Algorithmus zur Erkennung von Tablettenbruchstücken, der mittels maschinellen Lernens auf Grundlage historischer Sensordaten entwickelt wurde, sowie eine IoT-fähige Option für die Fernüberwachung, die es Produktionsleitern ermöglicht, den Echtzeit-Maschinenzustand, OEE-Kennzahlen und Drehmomentqualitätsdaten über ein sicheres Web-Dashboard einzusehen. Die Maschine ist CE-gekennzeichnet und so konzipiert, dass sie die Einhaltung der EU-GMP-Anhang 1, der FDA-Vorschrift 21 CFR Teil 211 sowie der WHO-GMP-Richtlinien für die Verpackung fester Darreichungsformen unterstützt. Alle Schmierstoffe, die im Bereich der Produktzone eingesetzt werden, entsprechen den FDA-Anforderungen als H1-Lebensmittel-gemäßige Schmierstoffe. Die Maschinendokumentation wird in Englisch und Chinesisch bereitgestellt; Übersetzungen in weitere Sprachen sind für wichtige Exportmärkte verfügbar.
Häufig gestellte Fragen
1. Wie stellt das Trockenmittelkappen-Feuchtigkeitsschutzverschlusssystem die langfristige Produktstabilität sicher?
Das Feuchtigkeitsschutzsystem funktioniert über drei integrierte Mechanismen. Erstens enthält die Trockenmittelkappe selbst ein Silicagel- oder Molekularsieb-Einlage im Kappenkörper, die aktiv Feuchtigkeit aus der während des Verschlusses im Tubus eingeschlossenen Luft absorbiert und die innere relative Luftfeuchtigkeit innerhalb weniger Stunden nach dem Verschluss auf unter 10 % senkt. Zweitens erzeugt die servogesteuerte Drehmoment-Versiegelungsstation ein präzises, konsistentes Drehmoment (typischerweise 1,0–3,5 Nm, abhängig von der Kapengröße), um eine hermetische mechanische Dichtung zwischen Kappe und Tubuskörper zu erzeugen. Diese Dichtung verhindert den Eintritt externer Feuchtigkeit in den Tubus während Lagerung und Distribution. Drittens überwacht Ruiyis Kappen-Expositions-Management-System, wie lange Trockenmittelkappen vor der Applikation der Umgebungsluft ausgesetzt waren. Sobald Trockenmittelkappen aus ihrer versiegelten Verpackung entnommen werden, beginnen sie, Feuchtigkeit aus der Atmosphäre zu absorbieren; verbleiben sie zu lange ungeschützt, werden sie gesättigt und unwirksam. Die Maschine verfolgt die Expositionszeit der Kappen im Magazin und warnt die Bediener, die Kappen zu ersetzen, bevor ihre Feuchtigkeitsabsorptionskapazität beeinträchtigt wird. Gemeinsam bilden diese drei Mechanismen eine mehrschichtige Feuchtigkeitsbarriere, deren Wirksamkeit nachgewiesen wurde, um die Stabilität von Brausetabletten über eine Haltbarkeit von 24–36 Monaten unter den Bedingungen der ICH-Klimazonen II und IV sicherzustellen. Die Effektivität des Systems wird zudem durch die mit HEPA-Filtern gereinigte Überdruck-Füllzone erhöht, die den Kontakt der Tabletten mit Feuchtigkeit während des eigentlichen Füllvorgangs minimiert.
2. Welche Rohrgrößen und -typen sind mit der Maschine kompatibel?
Die Ruiyi-ET-Serie der Tubenfüllmaschinen verarbeitet Kunststofftuben mit Durchmessern von 20 mm bis 40 mm und Höhen von 60 mm bis 150 mm und deckt damit den Großteil der gängigen Handelsformate für Brausetablettentuben ab. Die Maschine ist kompatibel mit Tubenkörpern aus Polypropylen (PP), hochdichtem Polyethylen (HDPE) und Polyethylenterephthalat (PET) mit Gewindehals. Tubenwandstärken zwischen 0,8 mm und 1,5 mm werden ohne Justierung verarbeitet. Sowohl runde als auch leicht ovale Querschnitte der Tuben können durch eine individuelle Anpassung der Drehscheiben-Nester berücksichtigt werden. Der Verschlussgewindemechanismus verarbeitet Standard-Gewinde mit einfachem und mehrfachem Steigungsgang, wie sie in der pharmazeutischen Tubenverpackung üblich sind. Farbe und Opazität der Tuben beeinflussen den Maschinenbetrieb nicht, da Orientierung und Positionierung auf mechanischen Führungen und nicht auf optischer Erkennung beruhen. Für Kunden, die neue Tubenformate einführen, bietet Ruiyi einen Probentest-Service an: Senden Sie Tubenproben, Verschlüsse und Tabletten an die Produktionsstätte in Hangzhou, um Kompatibilität zu überprüfen und Maschinenparameter vor Auslieferung zu optimieren. Das Tubenzuführsystem kann entweder mit einem Schwingrinnenförderer (für dedizierte Hochgeschwindigkeits-Linien mit einheitlichem Format) oder mit einem bandgeführten Orientierungssystem (für Linien mit häufig wechselnden Formaten) konfiguriert werden; die Wahl richtet sich nach den Anforderungen an die Produktionseffizienz und -flexibilität.
3. Welche Wartung ist erforderlich und wie erfolgt die Schulung der Bediener?
Die ET-Serie-Maschine wurde mit einer Wartungsphilosophie konzipiert, die zwischen routinemäßigen Aufgaben auf Bediener-Ebene und periodischen Aufgaben auf Techniker-Ebene unterscheidet. Wartung durch den Bediener (täglich/wöchentlich): visuelle Inspektion der Sauberkeit des Zählkanals, Reinigung von Tablettenstaub im Inneren der Füllzonenabdeckung, Überprüfung des Druckdifferenz-Anzeigers des HEPA-Filters, Verifizierung des Feuchtigkeitsanzeiger-Status des Trockenmittelkappen-Magazins sowie Abwischen der Außenseitenflächen. Diese Aufgaben erfordern pro Schicht etwa 15 Minuten und sind im Schulungsprogramm für Bediener enthalten. Wartung durch Techniker (monatlich/vierteljährlich): Austausch der Verschleißführungen des Zählkanals (alle 6 Monate bei normalem Betrieb, früher bei abrasiven Tablettenformulierungen), Inspektion und Schmierung der Kurvenfolger des Indexierungsantriebs, Verifizierung der Kalibrierung des Drehmomentsensors, Austausch des HEPA-Filters (typischerweise alle 12 Monate) sowie Austausch der Filterelemente des pneumatischen Systems. Die Wartungsintervalle werden über das HMI verfolgt, wobei entsprechende Erinnerungen direkt auf dem Bildschirm angezeigt werden; zudem sind sie im umfassenden Wartungshandbuch dokumentiert. Ruiyi bietet als Teil der Inbetriebnahme der Maschine Schulungen für Bediener und Wartungstechniker an – typischerweise 3–5 Arbeitstage vor Ort, inklusive Betrieb, Reinigung, Formatwechsel, grundlegender Fehlerbehebung und vorbeugender Wartungsverfahren. Die Schulung erfolgt in Englisch oder Chinesisch durch Ingenieure des Ruiyi-Werks. Ein Schulungshandbuch mit fotografisch dokumentierten Verfahren sowie ein laminiertes Schnellreferenzhandbuch werden für die weitere Nutzung bereitgestellt. Als Teil des Supportpakets steht zudem eine Remote-Auffrischungsschulung per Videokonferenz zur Verfügung. Für komplexe Wartungsverfahren wie beispielsweise den Austausch eines Servoantriebs oder Aktualisierungen des SPS-Programms stellt Ruiyi schrittweise Videoanleitungen oder Remote-Support mit Bildschirmfreigabe bereit.
4. Kann die Maschine mit einer vorgelagerten Tablettenpresse und nachgelagerten Verpackungsmaschinen integriert werden?
Ja, die Ruiyi-ET-Serie-Füllmaschine für Tuben ist für eine nahtlose Integration in komplette Verpackungslinien für Brausetabletten konzipiert. Upstream-Integration: Der Tabletten-Zuführbehälter kann über ein geneigtes Förderband oder ein Vakuum-Transfersystem mit einer Tablettenpresse oder einem Tabletten-Entstauber verbunden werden. Für Brausetabletten empfiehlt Ruiyi jedoch eine direkte Verbindung zwischen Tablettenpresse und Zähleinrichtung mit einem Pufferbehälter statt einer Massenspeicherung, da die Minimierung der atmosphärischen Expositionszeit für feuchtigkeitsempfindliche Produkte entscheidend ist. Der Pufferbehälter verfügt über einen Trockenmittel-Atemanschluss zur Aufrechterhaltung einer niedrigen Luftfeuchtigkeit. Ruiyi kann das komplette Zuführförder- und Puffersystem liefern oder dessen Integration in die vorhandene Ausrüstung des Kunden vornehmen. Downstream-Integration: Das Auslauf-Förderband stellt über synchronisierte Förderabschnitte eine Schnittstelle zu gängigen Etikettiermaschinen, Inkjet- oder Laser-Codiergeräten, Kontrollwaagen und Kartoniermaschinen her. Die SPS unterstützt gängige industrielle Kommunikationsprotokolle wie Ethernet/IP, Profinet und Modbus TCP für Handshake-Signale und den Austausch von Produktionsdaten mit den Leitungssteuerungssystemen. Die Maschine bietet trockene Relaisausgänge für einfache Start-/Stopp-Verriegelungen und kann als Master- oder Slave-Gerät innerhalb der hierarchischen Leitungssteuerung konfiguriert werden. Engineering-Support für die Integration gehört zum Lieferumfang der Anlage; Ruiyi-Ingenieure arbeiten dabei eng mit dem Automatisierungsteam des Kunden zusammen, um Schnittstellenprotokolle und Signalzuordnungen festzulegen. Für Greenfield-Projekte kann Ruiyi das komplette Layout der Verpackungslinie entwerfen – einschließlich der Spezifikation von Upstream- und Downstream-Ausrüstung, die auf die Durchsatzleistung der ET-Serie abgestimmt ist –, um Pufferanforderungen und Stillstandszeiten in der Linie zu minimieren.