



Présentation de la machine
La machine d’emballage sous blister tropical représente la solution spécialisée de Ruiyi Machinery destinée aux fabricants pharmaceutiques confrontés au défi persistant de protéger les formulations médicamenteuses sensibles à l’humidité dans des environnements à forte humidité. Contrairement aux machines conventionnelles d’emballage sous blister qui utilisent des films en PVC ou en PVC/PVDC scellés thermiquement sur des couvercles en aluminium — une structure permettant une transmission mesurable de vapeur d’eau dans le temps — cette machine utilise la technologie « aluminium-aluminium » (Alu-Alu) à froid. Le film de base est constitué d’un stratifié composé de polyamide orienté (OPA), de feuille d’aluminium et de PVC, formé à froid en alvéoles à l’aide d’outils de poinçonnage à haute pression, sans recourir à la chaleur. Ce procédé de formage à froid préserve l’intégrité de la couche barrière en aluminium, qui serait altérée si elle était chauffée. Le résultat est une alvéole dont le taux de transmission de vapeur d’eau (MVTR) approche zéro — soit un joint hermétique garantissant la protection du produit pharmaceutique pendant toute sa durée de conservation, même dans des climats où l’humidité relative ambiante dépasse régulièrement 85 %. La feuille de couvercle est scellée thermiquement sur le film de base formé, selon des paramètres précis de température, de pression et de temps de maintien, afin de créer un joint complet aluminium sur aluminium. Toutes les surfaces en contact avec le produit sont fabriquées en acier inoxydable SUS304, dotées d’une finition de surface conforme aux exigences pharmaceutiques, afin d’éviter l’adhérence du produit et de faciliter le nettoyage. La machine intègre des postes servo-commandés de formage, de scellage, de marquage et de découpe, conçus selon un principe de mouvement continu qui optimise le débit tout en assurant la manipulation précise des matériaux requise pour le formage à froid de l’aluminium. Les plus de 20 ans d’expérience de Ruiyi dans la conception de machines pharmaceutiques, appuyés par la certification ISO 9001 et une équipe de recherche et développement comptant 10 personnes, garantissent que chaque machine d’emballage sous blister tropical répond aux exigences qualité rigoureuses propres à la fabrication pharmaceutique réglementée. Avec des installations réparties en Asie du Sud-Est, en Asie du Sud, en Afrique et en Amérique du Sud, Ruiyi a accumulé des données terrain étendues sur les performances de la machine dans les conditions environnementales exigeantes pour lesquelles cet équipement a été spécifiquement conçu.
Paramètres techniques
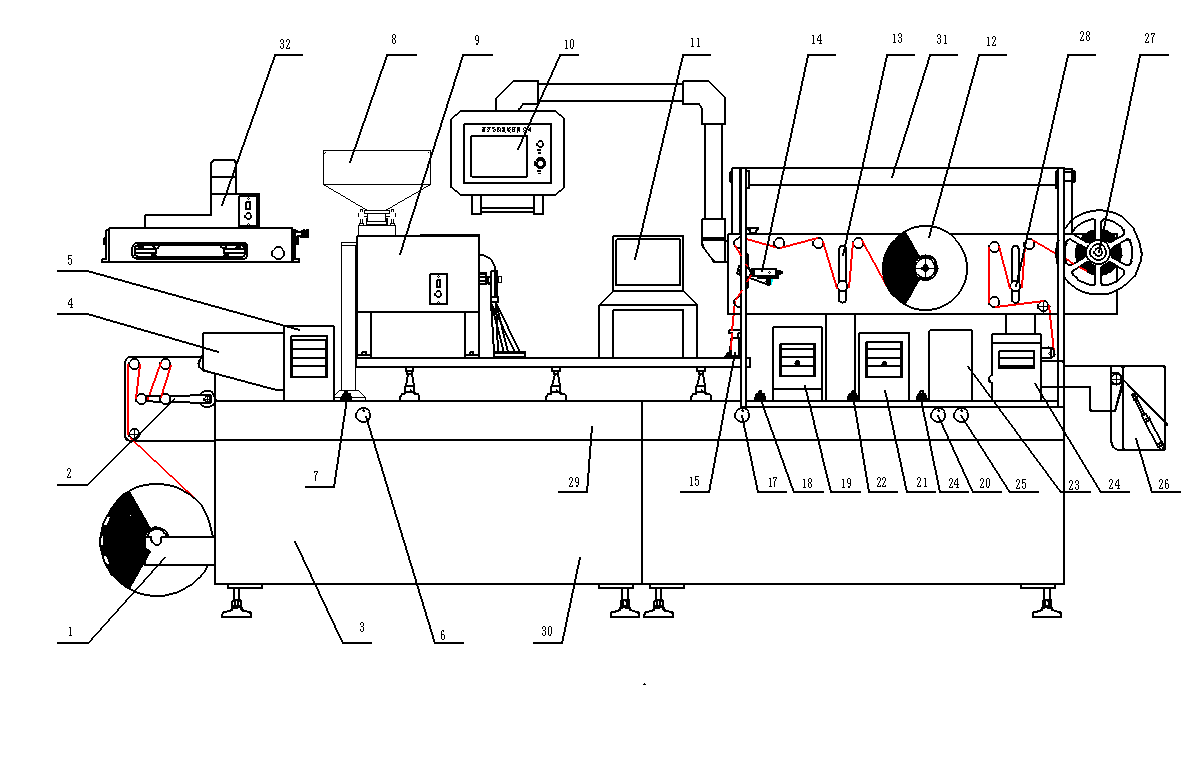
Principe de fonctionnement
La machine d’emballage en blister tropical fonctionne selon un processus intégré à cinq postes, optimisé pour la production de blisters en aluminium par formage à froid. Au poste 1, le matériau de formage — un stratifié composite OPA\/Aluminium\/PVC — est déroulé depuis un support à bobine motorisé doté d’un système de réglage de la tension. Ce matériau pénètre ensuite dans la station de formage à froid, où un poinçon mâle de haute précision appuie mécaniquement le stratifié dans une cavité femelle du moule à température ambiante. Ce procédé de formage à froid se distingue fondamentalement du thermoformage utilisé sur les machines conventionnelles à blisters PVC\/Alu : au lieu d’assouplir le film plastique à l’aide de chaleur puis de le faire aspirer sous vide dans les cavités, le stratifié aluminium est façonné physiquement par estampage. La pression exercée lors du formage à froid est importante — généralement comprise entre 10 et 15 tonnes — et la géométrie des outillages est critique : la conception du poinçon, le rayon de la cavité ainsi que la profondeur de formage sont tous calculés avec précision afin d’étirer le stratifié sans rompre la couche barrière en aluminium. Au poste 2, la bande formée avance vers la zone d’alimentation, où les produits pharmaceutiques — comprimés, gélules, flacons ou ampoules — sont déposés dans chaque cavité. Selon les caractéristiques du produit et le volume de production, on peut configurer une alimentation manuelle, une alimentation par bol vibrant ou un système automatisé de prélèvement et de positionnement. Au poste 3, la bande chargée en produits entre dans la station de scellage, où une feuille d’aluminium de recouvrement est déroulée depuis une bobine supérieure et scellée thermiquement sur la base formée. La plaque de scellage applique une température précisément contrôlée (généralement comprise entre 180 et 220 °C, selon les spécifications du vernis thermoscellable), une pression (réglable à l’aide de vérins pneumatiques) et un temps de maintien défini. Des régulateurs de température PID maintiennent la température de scellage à ±2 °C sur toute la surface de la plaque, garantissant l’intégrité du scellage sans endommager le revêtement protecteur en vernis. Au poste 4, un système de marquage par estampage ou par jet d’encre imprime directement sur le blister scellé les numéros de lot, les dates de fabrication et les dates de péremption. Au poste 5, un mécanisme de découpe piloté par servomoteur réalise la découpe individuelle des cartes blister à partir de la bande continue, ou bien un outil de perforation crée des lignes de détachement pour les bandes composées de plusieurs cartes. Le déchet de bande est enroulé sur une bobine de reprise afin d’être recyclé. Tout au long du processus, des servomoteurs régulent l’indexation de la bande avec une précision positionnelle de ±0,5 mm, ce qui est essentiel pour le traitement Alu-Alu, où les cavités en aluminium formées présentent moins de souplesse que les blisters PVC thermoformés et nécessitent un alignement précis aux stations de scellage et de découpe. L’ensemble du fonctionnement est géré par un automate programmable (PLC) doté d’un système de stockage de recettes pour différents formats de blister, permettant des changements rapides de configuration selon les produits.
Caractéristiques principales
Applications et expérience pratique
Fabricant de comprimés effervescents — Malaisie
Un fabricant pharmaceutique basé à Penang, produisant des comprimés effervescents de vitamine C et d’électrolytes destinés au marché d’Asie du Sud-Est, a mis en œuvre la ligne d’emballage sous blister tropical de Ruiyi après avoir rencontré des défaillances récurrentes de stabilité avec ses emballages en PVC/Alu. Les comprimés effervescents de l’entreprise sont particulièrement sensibles à l’humidité : ils contiennent du bicarbonate de sodium et de l’acide citrique, qui réagissent au contact de l’eau pour produire l’effervescence caractéristique ; ainsi, toute infiltration d’humidité pendant le stockage active prématurément la réaction effervescente et rend le produit impropre à l’usage. Dans le climat tropical de Malaisie, où l’humidité relative moyenne est de 82 % tout au long de l’année, les emballages sous blister PVC/Alu existants de l’entreprise présentaient une dégradation liée à l’humidité chez 30 à 40 % des produits dans les six mois suivant l’emballage, bien loin de la durée de conservation requise de 24 mois. Ruiyi a configuré une ligne complète de blister Alu-Alu, comprenant une machine de formage à froid équipée d’un outillage adapté aux plaquettes de 10 comprimés, un système d’alimentation vibratoire spécialisé afin de minimiser l’abrasion des comprimés lors de la manutention, ainsi qu’un codage par lot en ligne. Après installation et mise en service, l’entreprise a réalisé des essais accélérés de stabilité à 40 °C / 75 % HR, conformément aux lignes directrices de l’ICH. Les emballages sous blister Alu-Alu n’ont présenté aucune infiltration d’humidité détectable après six mois de conditions accélérées, ce qui équivaut à 24 mois de stockage tropical en temps réel. Le responsable de la production a souligné que l’outillage de formage à froid, bien que plus coûteux que les moules de thermoformage, n’a pas nécessité de remplacement après 8 millions de cycles de formage. La ligne fonctionne depuis plus de deux ans, avec une maintenance préventive planifiée et zéro arrêt imprévu. L’entreprise a depuis augmenté sa capacité de production de comprimés effervescents de 60 % et pénétré de nouveaux marchés à l’exportation en Indonésie et aux Philippines, en ayant pleinement confiance dans le fait que son emballage Alu-Alu garantira la qualité du produit dans tous les climats.
Producteur pharmaceutique générique — Nigeria
Une entreprise pharmaceutique générique basée à Lagos, produisant des antibiotiques, des antipaludéens et des médicaments cardiovasculaires destinés au marché d’Afrique de l’Ouest, est passée à un conditionnement en plaquettes thermoformées Alu-Alu à l’aide de la machine à plaquettes tropicales de Ruiyi après avoir connu des retours de produits liés à l’humidité de la part de ses distributeurs. Le climat côtier du Nigeria associe une forte humidité (70 à 90 % HR) à des températures élevées (en moyenne 28 à 32 °C), créant des conditions extrêmes pour l’emballage pharmaceutique. Les produits combinés d’amoxicilline/acide clavulanique de l’entreprise sont particulièrement sensibles à l’humidité : l’acide clavulanique subit une hydrolyse rapide en présence d’eau, réduisant ainsi la puissance antibiotique en dessous des limites fixées par la pharmacopée. Dans l’emballage PVC/Alu précédemment utilisé, les essais de stabilité ont révélé une dégradation de l’acide clavulanique comprise entre 8 et 12 % après 12 mois de stockage dans des conditions de la zone IVb (30 °C / 75 % HR), dépassant le critère d’acceptation de l’ICH, fixé à 5 % de dégradation. L’équipe de Ruiyi a collaboré avec le client afin de concevoir des outillages pour plaquettes adaptés à un format de 7 comprimés, optimisé pour la taille typique des conditionnements thérapeutiques sur le marché nigérian, et a configuré la machine avec une alimentation électrique localisée de 415 V / 50 Hz, conforme aux spécifications du réseau électrique nigérian. La machine comprenait une station de scellage améliorée dotée d’une capacité de temps de maintien prolongé, nécessaire pour le vernis thermoscellable plus épais utilisé sur les feuilles de recouvrement spécifiées pour des conditions tropicales extrêmes. Le partenaire technique local de Ruiyi à Lagos a supervisé l’installation et assuré la formation des opérateurs en anglais et en yoruba. Les essais de stabilité post-installation ont démontré que l’emballage Alu-Alu réduisait la dégradation de l’acide clavulanique à moins de 3 % après 12 mois de conditions de la zone IVb, soit nettement en dessous des limites d’acceptation de l’ICH. Le client a indiqué que les retours de produits liés à des problèmes de qualité dus à l’humidité avaient diminué de plus de 90 % la première année suivant le passage à l’emballage Alu-Alu. Sur la base de ce succès, l’entreprise a commandé une deuxième ligne de conditionnement en plaquettes tropicales Ruiyi afin de soutenir son extension vers les marchés d’Afrique centrale.
Fabricant de suppléments probiotiques — Brésil
Une entreprise brésilienne de nutraceutiques produisant des gélules probiotiques vivantes pour le marché national et celui d’Amérique latine a mis en œuvre la machine à blister tropical de Ruiyi afin de résoudre un défi critique lié à la stabilité de ses produits. Les bactéries probiotiques — principalement des souches de Lactobacillus et de Bifidobacterium — sont des organismes vivants nécessitant une protection contre l’humidité pour conserver leur viabilité. Lorsqu’elles sont exposées à l’humidité pendant le stockage, les gélules probiotiques absorbent l’humidité à travers leurs enveloppes en gélatine ou en HPMC, ce qui active les processus métaboliques des bactéries au repos ; celles-ci consomment alors leurs propres nutriments stockés et meurent avant d’atteindre le consommateur. Les audits qualité de l’entreprise ont révélé que la puissance probiotique (mesurée en unités formant colonies, UFC) dans les blisters PVC/Alu diminuait en moyenne de 40 à 60 % sur une durée de conservation de 12 mois dans les circuits de distribution humides des régions côtières et amazoniennes du Brésil, tombant fréquemment en dessous du nombre d’UFC indiqué sur l’étiquette — un problème de conformité réglementaire. Ruiyi a conçu la ligne de blister Alu-Alu pour répondre aux défis spécifiques liés à l’emballage des gélules probiotiques : les outillages de thermoformage à froid ont été conçus pour produire des alvéoles plus profondes de 14 mm avec des angles internes arrondis, afin d’accueillir les gélules molles en gélatine sans compression ni rupture ; le système d’alimentation des produits utilisait un dispositif d’alimentation par gravité assistée plutôt qu’un système vibratoire, afin d’éviter d’endommager les enveloppes des gélules ; et la température de scellage a été calibrée en fonction du point de fusion plus bas du vernis thermoscellable compatible avec les matériaux constitutifs des enveloppes des gélules. L’emballage Alu-Alu a permis de maintenir les comptages d’UFC probiotiques à plus de 90 % de la puissance indiquée sur l’étiquette après 18 mois de tests de stabilité en zone IVb, dépassant nettement la durée de conservation précédente de 12 mois obtenue avec l’emballage PVC/Alu. Le client est passé d’une seule ligne de blister Ruiyi desservant le marché brésilien national à trois lignes en l’espace de 24 mois, conquérant ainsi des parts de marché dans le segment haut de gamme des probiotiques, où la différenciation par la qualité du produit — démontrée par des données de stabilité validées — permet de pratiquer des prix premium.
Assurance Qualité et Certifications
Ruiyi Machinery fonctionne selon un système de management de la qualité certifié ISO 9001:2015 qui régit chaque étape de la production des machines tropicales pour blister, depuis l’approvisionnement des matières premières jusqu’à l’assemblage final et aux essais d’acceptation en usine. Chaque machine subit un essai d’acceptation en usine (FAT) complet comprenant : la validation de la station de thermoformage avec une production d’essai de 5 000 alvéoles de blister, mesurées pour leur cohérence dimensionnelle (tolérance de profondeur de thermoformage ±0,15 mm, précision d’alignement des alvéoles ±0,3 mm) ; des essais d’étanchéité du scellage sur 200 échantillons de blisters à l’aide de la méthode de pénétration au bleu de méthylène conformément aux normes USP ; la vérification de la précision d’indexation de la bande sur 100 cycles d’indexation ; et des essais complets de sécurité électrique conformément aux exigences CE, notamment les essais de résistance d’isolement, de continuité de la mise à la terre et de tenue diélectrique. Les outils de thermoformage Alu-Alu sont fabriqués en acier à outils D2, trempé à une dureté de 58 à 62 HRC, avec des surfaces de contact chromées inspectées sous une loupe grossissante 20x afin de détecter tout défaut de surface. Chaque jeu d’outils est numéroté et documenté avec des certificats de traitement thermique du matériau ainsi que des rapports d’inspection dimensionnelle. L’équipe de R&D de Ruiyi, composée de 10 personnes, gère un laboratoire dédié aux technologies d’emballage sous blister, où des essais de thermoformage sont réalisés sur des échantillons de produits clients avant la livraison de la machine, afin d’optimiser la géométrie des embouts, la pression de thermoformage et les paramètres de scellage pour chaque application spécifique. Cette équipe s’appuie sur des données terrain provenant d’installations Alu-Alu dans plus de 20 pays tropicaux et subtropicaux pour améliorer en continu les algorithmes de formage à froid et la conception des outillages. Les machines sont livrées avec une documentation complète incluant : les certificats de matière pour les composants entrant en contact avec le produit (acier inoxydable SUS304 accompagné de rapports sur sa composition chimique et son état de surface), la déclaration de conformité CE, les rapports d’essais de sécurité électrique, des manuels complets d’exploitation et de maintenance en anglais et dans la langue préférée de l’acheteur, ainsi que le rapport FAT comportant les données des essais d’acceptation. L’engagement de Ruiyi envers le service après-vente comprend une assistance technique à vie, avec un engagement de réponse aux demandes d’information sous 12 heures, et un stock de pièces détachées maintenu pour tous les composants critiques, notamment les outils de thermoformage, les plaques de scellage, les capteurs et les composants des variateurs servo.
Questions fréquemment posées
1. Qu’est-ce qui rend l’emballage sous blister Alu-Alu supérieur à l’emballage PVC/Alu dans les climats tropicaux ?
La construction Alu-Alu remplace la couche de PVC ou de PVC/PVDC présente dans les emballages sous blister conventionnels par un stratifié continu en feuille d’aluminium, créant ainsi une barrière presque parfaite contre l’humidité. Le PVC, même revêtu de PVDC, présente un taux mesurable de transmission de la vapeur d’eau (MVTR) — généralement compris entre 0,2 et 0,5 g/m²/jour pour les films PVC/PVDC — ce qui autorise une infiltration progressive d’humidité dans la cavité du blister au fil du temps. Dans les climats tropicaux, où l’humidité ambiante dépasse régulièrement 80 % HR, cette transmission progressive d’humidité crée une différence significative d’humidité entre l’environnement extérieur et l’intérieur du blister, entraînant une migration de vapeur d’eau vers la cavité. La feuille d’aluminium, en revanche, présente un MVTR voisin de zéro, assurant ainsi une étanchéité hermétique qui protège le produit pendant toute sa durée de conservation. Le procédé de formage à froid préserve intégralement la couche-barrière en aluminium, tandis que le thermoformage l’étirerait et l’amincirait, créant des voies microscopiques permettant la transmission de l’humidité. Pour les médicaments sensibles à l’humidité, tels que les comprimés effervescents, les poudres hygroscopiques et les médicaments lyophilisés, la différence entre les emballages Alu-Alu et PVC/Alu détermine souvent si le produit reste conforme aux spécifications à l’issue de sa durée de conservation indiquée sur l’étiquette. Les machines Alu-Alu de Ruiyi ont démontré une absence totale d’infiltration mesurable d’humidité lors des essais accélérés de stabilité à 40 °C / 75 % HR pendant 6 mois, ce qui équivaut à un stockage tropical de 24 mois.
2. Quelles sont les limitations et les défis liés à l’emballage sous blister Alu-Alu à froid ?
L’emballage sous blister en aluminium-aluminium à formage à froid présente plusieurs caractéristiques importantes qui le distinguent des blisters en PVC-aluminium thermoformés. La profondeur de formage est plus limitée — généralement au maximum 12 à 14 mm, contre plus de 20 mm pour les blisters thermoformés en PVC — car le laminé d’aluminium ne peut s’étirer qu’à un certain degré avant que la couche de feuille d’aluminium ne se rompe. La forme des alvéoles est également contrainte : les alvéoles aluminium-aluminium présentent des angles internes arrondis plutôt que des angles droits aigus, et l’espacement entre alvéoles doit être plus important que pour les blisters en PVC afin de compenser le rapport d’élongation moindre du matériau. Les outils de formage sont plus coûteux à fabriquer, nécessitant de l’acier trempé et un usinage de précision pour obtenir la finition de surface et la précision dimensionnelle requises ; un jeu d’outils de formage aluminium-aluminium coûte environ 3 à 4 fois plus cher qu’un jeu d’outils équivalent pour le thermoformage en PVC. Le coût du matériau est également plus élevé : le laminé à formage à froid OPA/Alu/PVC coûte environ 2 à 3 fois plus cher par mètre carré que le film en PVC. Le coût total d’emballage par comprimé en aluminium-aluminium est typiquement 30 à 50 % supérieur à celui de l’emballage en PVC-aluminium. Toutefois, cette surcharge coûteuse se justifie par l’élimination des défaillances de stabilité du produit, la réduction des retours et la possibilité de distribuer des produits sensibles à l’humidité sur les marchés tropicaux. Ruiyi fournit un soutien complet pour l’analyse coûts-avantages afin d’aider les clients à évaluer si l’investissement dans l’emballage aluminium-aluminium est justifié pour leur portefeuille de produits spécifique et leurs marchés cibles.
3. La machine peut-elle également produire des blisters conventionnels en PVC/Alu, ou est-elle limitée aux blisters Alu-Alu uniquement ?
La machine d’emballage sous blister tropical de Ruiyi est spécialement conçue pour la production de blisters Alu-Alu par formage à froid et ne peut pas produire directement des blisters thermoformés en PVC/Alu sans modification importante. La station de formage à froid utilise un emboutissage mécanique à température ambiante, tandis que la production de blisters en PVC nécessite une station de chauffage pour ramollir le film en PVC ainsi qu’une station de thermoformage sous vide ou sous pression afin de faire pénétrer le film ramolli dans les cavités. L’architecture de la machine, les interfaces des outillages et les systèmes de commande des procédés sont spécifiquement conçus pour les forces, les températures et les propriétés des matériaux impliqués dans le traitement à froid de l’aluminium. Toutefois, Ruiyi propose une option de machine d’emballage sous blister polyvalente (modèle RY-260DP) dotée à la fois d’une station de formage à froid et d’une station de thermoformage, permettant ainsi la production de blisters Alu-Alu et de blisters PVC/Alu sur la même plateforme, moyennant un changement d’outillage. Cette configuration convient aux fabricants qui produisent à la fois des produits sensibles à l’humidité nécessitant un emballage Alu-Alu et des produits standards pour lesquels un emballage PVC/Alu est suffisant. Le passage complet d’un mode à l’autre (Alu-Alu ↔ PVC/Alu) sur la machine polyvalente prend environ 60 à 90 minutes, y compris le remplacement de l’outillage et le chargement des paramètres de procédé via la gestion des recettes. Pour une production à haut volume dédiée de blisters Alu-Alu, la machine tropicale monopurpose offre un coût d’investissement inférieur, une exploitation plus simple et une conception mécanique optimisée pour les procédés de formage à froid.
4. Quel soutien Ruiyi fournit-il pour les installations en climat tropical et les conditions locales ?
Ruiyi fournit un soutien complet pour l’installation dans les climats tropicaux, adapté aux conditions environnementales et aux infrastructures spécifiques de chaque client. Les services préalables à l’installation comprennent une évaluation du site afin d’analyser les profils de température ambiante et d’humidité, la qualité de l’alimentation électrique (stabilité de la tension, équilibre des phases, mise à la terre) ainsi que la capacité du système d’air comprimé. Les machines sont configurées selon les spécifications locales de tension et de fréquence : Ruiyi a fourni des équipements fonctionnant sous 380 V/50 Hz, 415 V/50 Hz, 440 V/60 Hz et 220 V/60 Hz dans divers pays. Les adaptations spécifiques aux zones tropicales incluent une ventilation renforcée des armoires électriques, équipée de ventilateurs d’admission filtrés afin d’éviter la condensation interne dans les environnements à forte humidité, un revêtement protecteur (conformal coating) sur les cartes électroniques pour résister à l’humidité, et l’utilisation de fixations en acier inoxydable sur les composants externes afin de prévenir la corrosion. Ruiyi maintient en stock des pièces de rechange critiques, notamment des outils de formage, des plaques d’étanchéité, des éléments chauffants, des capteurs et des composants PLC, prêtes à être expédiées rapidement aux clients des régions tropicales, avec une livraison express par coursier en 3 à 7 jours ouvrables. La mise en service sur site, la formation des opérateurs et la planification de la maintenance préventive sont assurées par des ingénieurs Ruiyi ou par des partenaires techniques locaux formés. La formation couvre le fonctionnement pratique de la machine, les procédures de nettoyage et d’entretien, la résolution des pannes courantes ainsi que l’optimisation des procédés en fonction des conditions environnementales locales. La documentation est fournie en anglais, en chinois et, dans la mesure du possible, dans la langue locale du client. Ruiyi assure un suivi continu avec ses clients des zones tropicales via WeChat, WhatsApp et courrier électronique, avec un engagement de réponse aux demandes d’information dans un délai de 12 heures durant les heures de bureau.