



Einführung der Maschine
Die tropische Blisterverpackungsmaschine stellt Ruiyi Machinerys spezialisierte Lösung für pharmazeutische Hersteller dar, die vor der ständigen Herausforderung stehen, feuchtigkeitsempfindliche Arzneimittelformulierungen in Umgebungen mit hoher Luftfeuchtigkeit zu schützen. Im Gegensatz zu herkömmlichen Blisterverpackungsmaschinen, bei denen PVC- oder PVC/PVDC-Folien mittels Wärmeversiegelung mit Aluminium-Deckfolien verbunden werden – eine Konstruktion, die im Laufe der Zeit eine messbare Feuchtigkeitsdampfdurchlässigkeit zulässt – verwendet diese Maschine die Kaltspritztechnologie für Aluminium-Aluminium-Blister (Alu-Alu). Die Basisbahn besteht aus einem Verbundstoff aus orientiertem Polyamid (OPA), Aluminiumfolie und PVC, der mittels hochdruckbelasteter Stanzwerkzeuge – nicht durch Erhitzen – kalt in Blisterhohlräume geformt wird. Dieser Kaltspritzprozess bewahrt die Integrität der Aluminiumsperrschicht, die bei Erwärmung beeinträchtigt würde. Das Ergebnis ist ein Blisterhohlraum mit einer Feuchtigkeitsdampfdurchlässigkeitsrate (MVTR), die nahe null liegt – effektiv eine hermetische Versiegelung, die das pharmazeutische Produkt während seiner gesamten Haltbarkeitsdauer schützt, selbst in Klimazonen, in denen die relative Luftfeuchtigkeit regelmäßig über 85 % liegt. Die Deckfolie wird unter genau kontrollierten Temperatur-, Druck- und Verweilzeitparametern wärmeversiegelt, um eine vollständige Aluminium-zu-Aluminium-Versiegelung zu erzielen. Alle produktberührenden Oberflächen bestehen aus rostfreiem Edelstahl SUS304 mit pharmazeutisch geeigneten Oberflächenbeschichtungen, um Produktadhäsion zu verhindern und die Reinigung zu erleichtern. Die Maschine integriert servogesteuerte Form-, Versiegelungs-, Codier- und Schneidstationen in einem kontinuierlichen Bewegungsdesign, das den Durchsatz maximiert und gleichzeitig die präzise Materialhandhabung gewährleistet, die für die Kaltspritzverarbeitung von Aluminium erforderlich ist. Ruiyis über 20-jährige Erfahrung im Bereich pharmazeutischer Maschinen, gestützt durch die ISO-9001-Zertifizierung und ein 10-köpfiges F&E-Team, stellt sicher, dass jede tropische Blisterverpackungsmaschine die strengen Qualitätsanforderungen der regulierten pharmazeutischen Produktion erfüllt. Mit Installationen in Südostasien, Südasien, Afrika und Südamerika hat Ruiyi umfangreiche Felderfahrungen zur Maschinenleistung unter den anspruchsvollen Umgebungsbedingungen gesammelt, für die diese Ausrüstung speziell konzipiert wurde.
Technische Parameter
Arbeitsprinzip
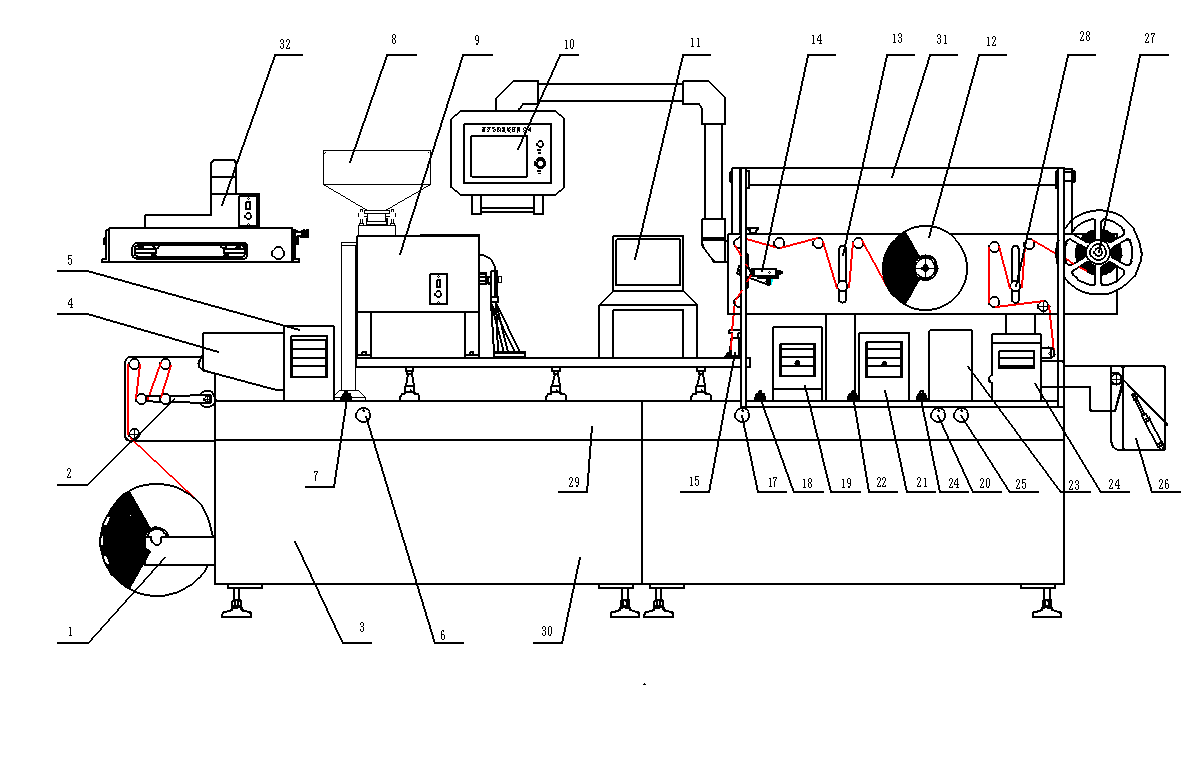
Die tropische Blisterverpackungsmaschine arbeitet nach einem integrierten Fünf-Stationen-Prozess, der speziell für die Herstellung von Kaltform-Aluminium-Blisterverpackungen optimiert ist. An Station 1 wird das Formmaterial – ein Verbundlaminat aus OPA/Aluminium/PVC – von einem motorisierten Rollenstand mit Zugkraftregelung abgewickelt. Das Material gelangt in die Kaltformstation, wo ein präzisionsgefertigter männlicher Stempel das Laminat mechanisch bei Raumtemperatur in einen weiblichen Formhohlraum presst. Dieser Kaltformprozess unterscheidet sich grundsätzlich vom Thermoformen, das bei herkömmlichen PVC/Alu-Blistermaschinen eingesetzt wird: Statt die Kunststofffolie durch Wärme zu erweichen und mittels Vakuum in die Hohlräume zu ziehen, wird das Aluminiumlaminat physikalisch gestanzt. Der Kaltformdruck ist beträchtlich – typischerweise 10 bis 15 Tonnen – und die Werkzeuggeometrie ist entscheidend; Gestaltung des Stempels, Radius des Formhohlraums sowie die Formtiefe werden sämtlich exakt berechnet, um das Laminat zu dehnen, ohne die schützende Aluminium-Barrierschicht zu beschädigen. An Station 2 bewegt sich die geformte Bahn in die Dosierzone, wo pharmazeutische Produkte – Tabletten, Kapseln, Fläschchen oder Ampullen – in jede Formhöhle eingelegt werden. Je nach Produktmerkmalen und Produktionsvolumen können manuelle Dosierung, Vibrations-Schalenförderer oder automatisierte Pick-and-Place-Systeme konfiguriert werden. An Station 3 gelangt die produktgefüllte Bahn in die Versiegelungsstation, wo eine Deckfolie aus Aluminium auf einer oberen Rolle abgewickelt und thermisch mit der geformten Unterlage verschweißt wird. Die Versiegelungsplatte wendet dabei genau gesteuerte Temperatur (typischerweise 180–220 °C, je nach Spezifikation der Heißsiegel-Lackierung), Druck (einstellbar über pneumatische Zylinder) und Haltezeit an. PID-Temperaturregler halten die Versiegelungstemperatur über die gesamte Plattenoberfläche innerhalb einer Toleranz von ±2 °C, um die Versiegelungsintegrität sicherzustellen, ohne die schützende Lackbeschichtung zu beschädigen. An Station 4 druckt ein Prägesystem oder ein Inkjet-Codiersystem Chargennummern, Herstellungsdaten und Verfallsdaten direkt auf die versiegelte Blisterverpackung. An Station 5 trennt ein servogesteuerter Schneidmechanismus einzelne Blisterkarten aus der kontinuierlichen Bahn ab, oder ein Perforationswerkzeug erzeugt Abreißlinien für Mehrkartenstreifen. Der Abfallstreifen wird auf eine Aufwickelrolle gewickelt, um ihn zu recyceln. Während des gesamten Prozesses steuern Servomotoren den Bahnvorschub mit einer Positionsgenauigkeit von ±0,5 mm – eine entscheidende Voraussetzung für die Alu-Alu-Verarbeitung, da die geformten Aluminiumhöhlen weniger flexibel sind als thermoformierte PVC-Blister und daher eine präzise Ausrichtung an den Versiegelungs- und Schneidstationen erfordern. Der gesamte Betrieb wird über ein SPS-System gesteuert, das Rezepturen für verschiedene Blisterformate speichern kann, was einen schnellen Wechsel zwischen unterschiedlichen Produktkonfigurationen ermöglicht.
Hauptmerkmale
Anwendungen und praktische Erfahrungen
Hersteller von Brausetabletten — Malaysia
Ein pharmazeutischer Hersteller mit Sitz in Penang, der Brausetabletten mit Vitamin C und Elektrolyten für den südostasiatischen Markt produziert, setzte nach wiederholten Stabilitätsausfällen bei PVC/Alu-Verpackungen die tropische Blisterverpackungsanlage von Ruiyi ein. Die Brausetabletten des Unternehmens sind besonders feuchtigkeitsempfindlich – sie enthalten Natriumbikarbonat und Zitronensäure, die bei Kontakt mit Wasser die charakteristische Fizz-Reaktion auslösen; jede Feuchtigkeitsaufnahme während der Lagerung aktiviert daher vorzeitig die Brausereaktion und macht das Produkt unbrauchbar. In Malaysias tropischem Klima mit einer durchschnittlichen jährlichen Luftfeuchtigkeit von 82 % rel. Luftfeuchte zeigten die bestehenden PVC/Alu-Blisterverpackungen des Unternehmens innerhalb von sechs Monaten nach der Verpackung eine feuchtebedingte Degradation bei 30–40 % der Produkte – weit unter der geforderten Haltbarkeit von 24 Monaten. Ruiyi konfigurierte eine komplette Alu-Alu-Blisteranlage, darunter eine Kaltformmaschine mit Werkzeugen für 10-Tabletten-Blisterkarten, ein spezielles vibrierendes Produktdosiersystem zur Minimierung von Tablettenabrieb während der Handhabung sowie eine inline-Batch-Codierung. Nach Installation und Inbetriebnahme führte das Unternehmen beschleunigte Stabilitätstests gemäß den ICH-Richtlinien bei 40 °C / 75 % rel. Luftfeuchte durch. Die Alu-Alu-Blisterverpackungen wiesen nach sechs Monaten beschleunigter Bedingungen keinerlei nachweisbare Feuchtigkeitsaufnahme auf – dies entspricht einer realen tropischen Lagerung über 24 Monate. Der Produktionsleiter stellte fest, dass die Kaltformwerkzeuge, obwohl teurer als Thermoformwerkzeuge, nach 8 Millionen Formzyklen keiner Ersetzung bedurften. Die Anlage läuft seit über zwei Jahren mit geplanter präventiver Wartung und ohne ungeplante Ausfallzeiten. Das Unternehmen hat seitdem seine Produktionskapazität für Brausetabletten um 60 % erweitert und neue Exportmärkte in Indonesien und den Philippinen erschlossen – mit der Gewissheit, dass die Alu-Alu-Verpackung die Produktqualität in jedem Klima gewährleistet.
Allgemeiner pharmazeutischer Hersteller — Nigeria
Ein in Lagos ansässiges generisches Pharmaunternehmen, das Antibiotika, Antimalariamittel und kardiovaskuläre Medikamente für den westafrikanischen Markt herstellt, wechselte nach Rücksendungen von Produkten aufgrund von Feuchtigkeitsproblemen durch Distributoren auf Alu-Alu-Blisterverpackungen mithilfe der tropischen Blistermaschine von Ruiyi. Das Küstenklima Nigerias zeichnet sich durch hohe Luftfeuchtigkeit (70–90 % rel. Luftfeuchte) bei erhöhten Temperaturen (durchschnittlich 28–32 °C) aus und stellt extreme Bedingungen für die pharmazeutische Verpackung dar. Insbesondere die Kombinationsprodukte aus Amoxicillin/Clavulansäure des Unternehmens sind äußerst feuchtigkeitsempfindlich – Clavulansäure hydrolysiert rasch in Gegenwart von Wasser und reduziert so die Wirksamkeit des Antibiotikums unter die pharmakopöischen Grenzwerte. Bei der zuvor verwendeten PVC/Alu-Verpackung zeigten Stabilitätstests einen Abbau der Clavulansäure um 8–12 % nach zwölf Monaten Lagerung unter den Bedingungen der Zone IVb (30 °C / 75 % rel. Luftfeuchte), was den ICH-Akzeptanzkriterien von maximal 5 % Abbau widerspricht. Das Team von Ruiyi arbeitete mit dem Kunden zusammen, um Blisterwerkzeuge für ein 7-Tabletten-Format zu entwickeln, das auf die typische Therapiepackungsgröße des nigerianischen Marktes zugeschnitten ist, und konfigurierte die Maschine mit einer lokal angepassten 415-V-/50-Hz-Stromversorgung entsprechend den Netzanforderungen Nigerias. Die Maschine verfügte über eine verbesserte Versiegelungsstation mit erweiterter Haltezeitfunktion für den dickeren Heißsiegellack, der auf den Deckfolien für extreme tropische Bedingungen spezifiziert war. Der lokale technische Partner von Ruiyi in Lagos übernahm die Installation und führte die Bedienerschulung in Englisch und Yoruba durch. Nach der Inbetriebnahme zeigten Stabilitätstests, dass die Alu-Alu-Verpackung den Abbau der Clavulansäure nach zwölf Monaten unter den Bedingungen der Zone IVb auf unter 3 % senkte – deutlich innerhalb der ICH-Akzeptanzgrenzen. Der Kunde berichtete, dass Rücksendungen aufgrund feuchtigkeitsbedingter Qualitätsprobleme im ersten Jahr nach Umstellung auf Alu-Alu-Verpackungen um über 90 % zurückgingen. Aufgrund dieses Erfolgs hat das Unternehmen eine zweite tropische Blisteranlage von Ruiyi bestellt, um die Produktionsausweitung in zentralafrikanische Märkte zu unterstützen.
Hersteller von probiotischen Nahrungsergänzungsmitteln — Brasilien
Ein brasilianisches Unternehmen für Nahrungsergänzungsmittel, das lebende Probiotika-Kapselprodukte für den heimischen und den lateinamerikanischen Markt herstellt, setzte die tropische Blistermaschine von Ruiyi ein, um eine kritische Herausforderung hinsichtlich der Produktstabilität zu bewältigen. Probiotische Bakterien – vorwiegend Stämme der Gattungen Lactobacillus und Bifidobacterium – sind lebende Organismen, die zum Erhalt ihrer Vitalität vor Feuchtigkeit geschützt werden müssen. Bei Feuchtigkeitsbelastung während der Lagerung nehmen Probiotika-Kapseln Feuchtigkeit durch ihre Gelatine- oder HPMC-Hüllen auf, wodurch metabolische Prozesse in den ruhenden Bakterien aktiviert werden; diese verbrauchen dann ihre eigenen gespeicherten Nährstoffe und sterben ab, bevor sie beim Verbraucher ankommen. Qualitätsaudits des Unternehmens ergaben, dass die Probiotika-Potenz (gemessen in Kolonie-bildenden Einheiten, CFU) in PVC/Alu-Blisterverpackungen in Brasiliens feuchten Küstenregionen und im Amazonasgebiet innerhalb einer 12-monatigen Haltbarkeitsdauer im Durchschnitt um 40–60 % abnahm und häufig unter die auf der Verpackung angegebene CFU-Zahl fiel – ein Problem im Hinblick auf die regulatorische Konformität. Ruiyi entwickelte die Alu-Alu-Blisteranlage speziell für die besonderen Anforderungen der Verpackung von Probiotika-Kapseln: Die Kaltformwerkzeuge wurden so konstruiert, dass sie tiefere, 14 mm tiefe Vertiefungen mit abgerundeten inneren Ecken erzeugen, um weiche Gelatinekapseln ohne Kompression oder Beschädigung aufzunehmen; das Produkteinlaufsystem nutzte ein schonendes, schwerkraftgestütztes Fall-Einlaufverfahren statt eines vibrierenden Handlings, um die Kapselhüllen nicht zu beschädigen; und die Versiegelungstemperatur wurde auf den niedrigeren Schmelzpunkt des hitzeversiegelbaren Lackes abgestimmt, der mit den Materialien der Kapselhüllen kompatibel ist. Die Alu-Alu-Verpackung hielt die Probiotika-CFU-Werte nach 18 Monaten Stabilitätstests gemäß Zone IVb über 90 % der deklarierten Potenz, was deutlich über der zuvor mit PVC/Alu-Verpackungen erreichten 12-monatigen Haltbarkeit lag. Der Kunde erweiterte sein Engagement von einer einzigen Ruiyi-Blisteranlage für den brasilianischen Heimatmarkt auf drei Anlagen innerhalb von 24 Monaten und gewann Marktanteile im hochwertigen Probiotika-Segment, wo sich die Produktqualität – belegt durch validierte Stabilitätsdaten – als entscheidender Differenzierungsfaktor erweist und einen Aufpreis rechtfertigt.
Qualitätssicherung & Zertifizierungen
Ruiyi Machinery betreibt ein nach ISO 9001:2015 zertifiziertes Qualitätsmanagementsystem, das sämtliche Phasen der Produktion von Tropen-Blistermaschinen regelt – von der Beschaffung der Rohstoffe über die Endmontage bis hin zur Werksabnahmeprüfung (FAT). Jede Maschine unterzieht sich einer umfassenden FAT, darunter: Validierung der Formstation mittels Testproduktion von 5.000 Blisterhöhlen mit Messung der Maßgenauigkeit (Toleranz der Formtiefe ±0,15 mm, Genauigkeit der Höhleneinstellung ±0,3 mm); Prüfung der Versiegelungsintegrität an 200 Musterblistern mittels Methylenblau-Durchdringungstest gemäß USP-Standards; Überprüfung der Genauigkeit der Bahnindexierung über 100 Indexierzyklen; sowie vollständige elektrische Sicherheitsprüfungen gemäß CE-Anforderungen, einschließlich Isolationswiderstand, Erdverbindung und Durchschlagfestigkeitsprüfung. Die Alu-Alu-Formwerkzeuge werden aus D2-Werkzeugstahl gefertigt, auf 58–62 HRC gehärtet und besitzen verchromte Kontaktflächen, die unter 20-facher Vergrößerung auf Oberflächendefekte untersucht werden. Jeder Werkzeugsatz ist nummeriert und wird zusammen mit Material- und Wärmebehandlungszertifikaten sowie dimensionalen Prüfberichten dokumentiert. Das 10-köpfige F&E-Team von Ruiyi unterhält ein eigenes Labor für Blisterverpackungstechnologie, in dem vor Auslieferung der Maschine Formversuche mit Kundenprodukten durchgeführt werden, um Steckgeometrie, Formdruck und Versiegelungsparameter für jede konkrete Anwendung zu optimieren. Das Team stützt sich dabei auf Felderfahrungen mit Alu-Alu-Anlagen in über 20 tropischen und subtropischen Ländern, um kalte Formalgorithmen und Werkzeugdesign kontinuierlich weiterzuentwickeln. Die Maschinen werden mit vollständiger Dokumentation geliefert, darunter: Materialzertifikate für produktberührende Komponenten (SUS304 mit chemischer Zusammensetzung und Oberflächenbeschaffenheitsberichten), CE-Konformitätserklärung, elektrische Sicherheitsprüfberichte, umfassende Betriebs- und Wartungsanleitungen in Englisch und in der bevorzugten Sprache des Käufers sowie FAT-Bericht mit den Daten der Abnahmetests. Ruiyis Engagement für After-Sales-Support umfasst lebenslange technische Unterstützung mit einer Antwortgarantie innerhalb von 12 Stunden sowie ein Ersatzteil-Lager für alle kritischen Komponenten, darunter Formwerkzeuge, Versiegelungsplatten, Sensoren und Servoantriebskomponenten.
Häufig gestellte Fragen
1. Was macht Alu-Alu-Blisterverpackungen gegenüber PVC/Alu für tropische Klimazonen überlegen?
Die Alu-Alu-Konstruktion ersetzt die PVC- oder PVC/PVDC-Schicht herkömmlicher Blisterverpackungen durch eine durchgehende Aluminiumfolien-Laminat-Schicht und schafft dadurch eine nahezu perfekte Feuchtigkeitsbarriere. PVC weist selbst mit PVDC-Beschichtung eine messbare Feuchtigkeitsdampfdurchlässigkeit (MVTR) auf – typischerweise 0,2–0,5 g/m²/Tag bei PVC/PVDC-Folien –, wodurch im Laufe der Zeit allmählich Feuchtigkeit in die Blisterhöhle eindringen kann. In tropischen Klimazonen, in denen die Umgebungsfeuchtigkeit regelmäßig über 80 % rel. Luftfeuchtigkeit liegt, führt diese langsame Feuchtigkeitsübertragung zu einem erheblichen Feuchtigkeitsgradienten zwischen der Außenumgebung und dem Blisterinneren und treibt Wasserdampf in die Höhle hinein. Aluminiumfolie hingegen weist eine MVTR nahe null auf und erzeugt dadurch eine hermetische Versiegelung, die das Produkt während seiner gesamten Haltbarkeitsdauer schützt. Das Kaltschalenverfahren bewahrt die Aluminiumbarriereschicht unbeschädigt; beim Thermoformen hingegen würde die Aluminiumschicht gestreckt und verdünnt, wodurch mikroskopisch kleine Pfade für die Feuchtigkeitsübertragung entstünden. Bei feuchtigkeitsempfindlichen pharmazeutischen Produkten wie Brausetabletten, hygroskopischen Pulvern und lyophilisierten Arzneimitteln entscheidet der Unterschied zwischen Alu-Alu- und PVC/Alu-Verpackungen häufig darüber, ob das Produkt am Ende der deklarierten Haltbarkeitsdauer noch innerhalb der Spezifikation bleibt. Die Alu-Alu-Maschinen von Ruiyi haben in beschleunigten Stabilitätstests bei 40 °C / 75 % rel. Luftfeuchtigkeit über einen Zeitraum von 6 Monaten keinerlei messbaren Feuchtigkeitseintrag gezeigt – dies entspricht einer tropischen Lagerung über 24 Monate.
2. Welche Einschränkungen und Herausforderungen bestehen bei der Kaltform-Alu-Alu-Blisterverpackung?
Die Kaltformung von Alu-Alu-Blisterverpackungen weist mehrere wichtige Merkmale auf, die sich von thermoformatierten PVC/Alu-Blisterverpackungen unterscheiden. Die Formtiefe ist begrenzter – typischerweise maximal 12–14 mm im Vergleich zu über 20 mm bei thermoformatiertem PVC, da das Aluminium-Laminat nur bis zu einem bestimmten Grad gestreckt werden kann, bevor die Aluminiumfolienschicht reißt. Auch die Hohlraumform ist eingeschränkt: Alu-Alu-Hohlraumformen weisen abgerundete Innenecken statt scharfer rechter Winkel auf, und der Abstand zwischen den Hohlraumformen muss größer als bei PVC-Blisterverpackungen sein, um das geringere Dehnungsverhältnis des Materials zu berücksichtigen. Die Formwerkzeuge sind teurer in der Herstellung und erfordern gehärteten Werkzeugstahl sowie präzise Bearbeitung, um die erforderliche Oberflächenbeschaffenheit und Maßgenauigkeit zu erreichen – ein Satz Alu-Alu-Formwerkzeuge kostet etwa das Dreifache bis Vierfache eines vergleichbaren PVC-Thermoformwerkzeugs. Auch die Materialkosten sind höher: Das Kaltform-Laminat OPA/Alu/PVC kostet pro Quadratmeter etwa das Zweifache bis Dreifache des PVC-Folienmaterials. Die Gesamtkosten pro Tablette in Alu-Alu-Verpackung liegen typischerweise um 30–50 % über denen von PVC/Alu-Verpackungen. Dieser Kostenaufschlag ist jedoch durch die Eliminierung von Produktstabilitätsausfällen, reduzierte Rücksendungen sowie die Möglichkeit gerechtfertigt, feuchtigkeitsempfindliche Produkte auch in tropischen Märkten zu vertreiben. Ruiyi bietet umfassende Unterstützung bei der Kosten-Nutzen-Analyse, um Kunden dabei zu helfen, zu bewerten, ob die Investition in Alu-Alu-Verpackungen für ihr spezifisches Produktportfolio und ihre Zielmärkte gerechtfertigt ist.
3. Kann die Maschine auch herkömmliche PVC/Alu-Blister herstellen oder ist sie ausschließlich auf Alu-Alu beschränkt?
Die tropische Blisterverpackungsmaschine von Ruiyi ist speziell für die kalte Formung von Alu-Alu-Blisterverpackungen konzipiert und kann ohne umfangreiche Modifikationen keine thermoformatierten PVC/Alu-Blister direkt herstellen. Die Kaltschlagstation arbeitet mit mechanischem Stanzen bei Raumtemperatur, während die Herstellung von PVC-Blisterverpackungen eine Heizstation zum Aufweichen der PVC-Folie sowie eine Vakuum- oder Druckformstation zum Einziehen der aufgeweichten Folie in die Kavitäten erfordert. Die Maschinenarchitektur, die Werkzeugschnittstellen und die Prozesssteuerungssysteme sind speziell auf die Kräfte, Temperaturen und Materialeigenschaften abgestimmt, die bei der Kaltschlagverarbeitung von Aluminium auftreten. Ruiyi bietet jedoch eine zweckbestimmte Blisterverpackungsmaschine (Modell RY-260DP) an, die sowohl eine Kaltschlag- als auch eine Thermoformstation enthält und so die Herstellung von Alu-Alu- und PVC/Alu-Blisterverpackungen auf derselben Plattform – bei Werkzeugwechsel – ermöglicht. Diese Konfiguration eignet sich für Hersteller, die sowohl feuchtigkeitsempfindliche Produkte, die eine Alu-Alu-Verpackung erfordern, als auch Standardprodukte, bei denen PVC/Alu ausreichend ist, produzieren. Der vollständige Wechsel zwischen Alu-Alu- und PVC/Alu-Betriebsmodus benötigt bei der zweckbestimmten Maschine etwa 60 bis 90 Minuten, einschließlich des Werkzeugwechsels und des Ladens der Prozessparameter über das Rezeptmanagement. Für eine ausschließliche Hochvolumenproduktion von Alu-Alu-Blisterverpackungen bietet die einpurposige tropische Blistermaschine geringere Investitionskosten, einfachere Bedienung und ein auf den Kaltschlagprozess optimiertes mechanisches Design.
4. Welche Unterstützung bietet Ruiyi für Installationen unter tropischen Klimabedingungen und vor Ort?
Ruiyi bietet umfassende Installationsunterstützung für tropische Klimabedingungen, die speziell auf die jeweiligen Umgebungsbedingungen und Infrastruktur jedes Kunden zugeschnitten ist. Zu den Vor-Installationsleistungen gehören eine Standortbewertung zur Analyse der Umgebungstemperatur und -feuchtigkeit, der Qualität der elektrischen Versorgung (Spannungsstabilität, Phasenausgleich, Erdung) sowie der Kapazität des Druckluftsystems. Die Maschinen werden mit lokal angepassten Spannungs- und Frequenzspezifikationen konfiguriert – Ruiyi hat Geräte für Systeme mit 380 V/50 Hz, 415 V/50 Hz, 440 V/60 Hz und 220 V/60 Hz in verschiedenen Ländern geliefert. Tropenspezifische Modifikationen umfassen eine verbesserte Lüftung der elektrischen Gehäuse mit gefilterten Einlasslüftern, um interne Kondensation in feuchten Umgebungen zu verhindern, eine konforme Beschichtung der Leiterplatten zur Feuchtigkeitsbeständigkeit sowie Edelstahl-Befestigungselemente an externen Komponenten zum Korrosionsschutz. Ruiyi hält kritische Ersatzteile wie Formwerkzeuge, Dichtungsplatten, Heizelemente, Sensoren und SPS-Komponenten vor, um Kunden in tropischen Regionen kurzfristig beliefern zu können; Expresskurierlieferungen erfolgen innerhalb von 3–7 Werktagen. Die Inbetriebnahme vor Ort, die Schulung von Bedienern sowie die Planung präventiver Wartungsmaßnahmen werden durch Ruiyi-Ingenieure oder durch geschulte lokale technische Partner durchgeführt. Die Schulung umfasst praktische Maschinenbedienung, Reinigungs- und Wartungsverfahren, Fehlersuche bei häufig auftretenden Problemen sowie Prozessoptimierung unter Berücksichtigung lokaler Umgebungsbedingungen. Die Dokumentation wird in Englisch, Chinesisch und – soweit möglich – in der Landessprache des Kunden bereitgestellt. Ruiyi pflegt die Kommunikation mit Kunden aus tropischen Klimazonen über WeChat, WhatsApp und E-Mail und garantiert innerhalb der Geschäftszeiten eine Antwort auf Anfragen innerhalb von 12 Stunden.