



مقدمة عن الجهاز
تمثل آلة تعبئة الفقاعات الاستوائية من شركة رويي ماشينري حلاً متخصصًا مقدَّمًا من الشركة لمصنِّعي الأدوية الذين يواجهون باستمرار التحدي المتمثل في حماية تركيبات الأدوية الحساسة للرطوبة في البيئات عالية الرطوبة. وعلى عكس آلات تعبئة الفقاعات التقليدية التي تستخدم أفلام كلوريد البوليفينيل (PVC) أو أفلام كلوريد البوليفينيل/بولي فلورو ثنائي الكلور (PVC/PVDC) المُلصَقة حراريًّا بغطاء ألومنيوم، والتي تسمح بمرور بخار الرطوبة بمستويات قابلة للقياس مع مرور الزمن، فإن هذه الآلة تعتمد تقنية التشكيل البارد للألومنيوم-ألومنيوم (Alu-Alu). وتتكوَّن الشريط القاعدي من طبقة مركَّبة من البوليميد الموجَّه (OPA)، ورقائق الألومنيوم، وكلوريد البوليفينيل (PVC)، والتي تُشكَّل إلى تجاويف فقاعية باستخدام أدوات ختم ذات ضغط عالٍ، وليس بالتسخين. ويحافظ هذا التشكيل البارد على سلامة طبقة حاجز الألومنيوم، التي ستتضرَّر لو عُرِضت للحرارة. والنتيجة هي تجويف فقاعي بمعدل انتقال بخار الرطوبة (MVTR) يقترب من الصفر — أي ختمٌ محكمٌ تمامًا يحمي المنتج الدوائي طوال فترة صلاحيته الكاملة، حتى في المناخات التي تتجاوز فيها الرطوبة النسبية المحيطة عادةً ٨٥٪. ويتم لصق غطاء الغلاف الحراري بالشريط القاعدي المشكَّل تحت معايير دقيقة جدًّا من درجة الحرارة والضغط وزمن التلامس لإنشاء ختم كامل من الألومنيوم إلى الألومنيوم. وتصنع جميع الأسطح المتلامسة مع المنتج من الفولاذ المقاوم للصدأ من النوع SUS304، وبتشطيبات سطحية تتوافق مع المواصفات الدوائية لمنع التصاق المنتج وتسهيل عملية التنظيف. وتدمج الآلة محطات التشكيل والختم والترميز والقطع، التي تُدار بواسطة محركات سيرفو، ضمن تصميم حركة مستمرة يحقِّق أقصى إنتاجية مع الحفاظ على دقة التعامل مع المواد المطلوبة في عمليات التشكيل البارد للألومنيوم. وتكفل خبرة شركة رويي التي تمتد لأكثر من ٢٠ عامًا في مجال آلات الصناعة الدوائية، المدعومة بشهادة ISO 9001 وفريق بحث وتطوير مكوَّن من ١٠ أشخاص، أن تفي كل آلة لتعبئة الفقاعات الاستوائية التي تصنعها الشركة بالمتطلبات الدوائية الصارمة الخاصة بالتصنيع الدوائي الخاضع للتنظيم. ومع تركيبات هذه الآلات في جنوب شرق آسيا وجنوب آسيا وأفريقيا وأمريكا الجنوبية، جمعت شركة رويي بيانات ميدانية واسعة النطاق عن أداء الآلة في الظروف البيئية الصعبة التي صُمِّمت خصيصًا للعمل فيها.
المعلمات الفنية
مبدأ العمل
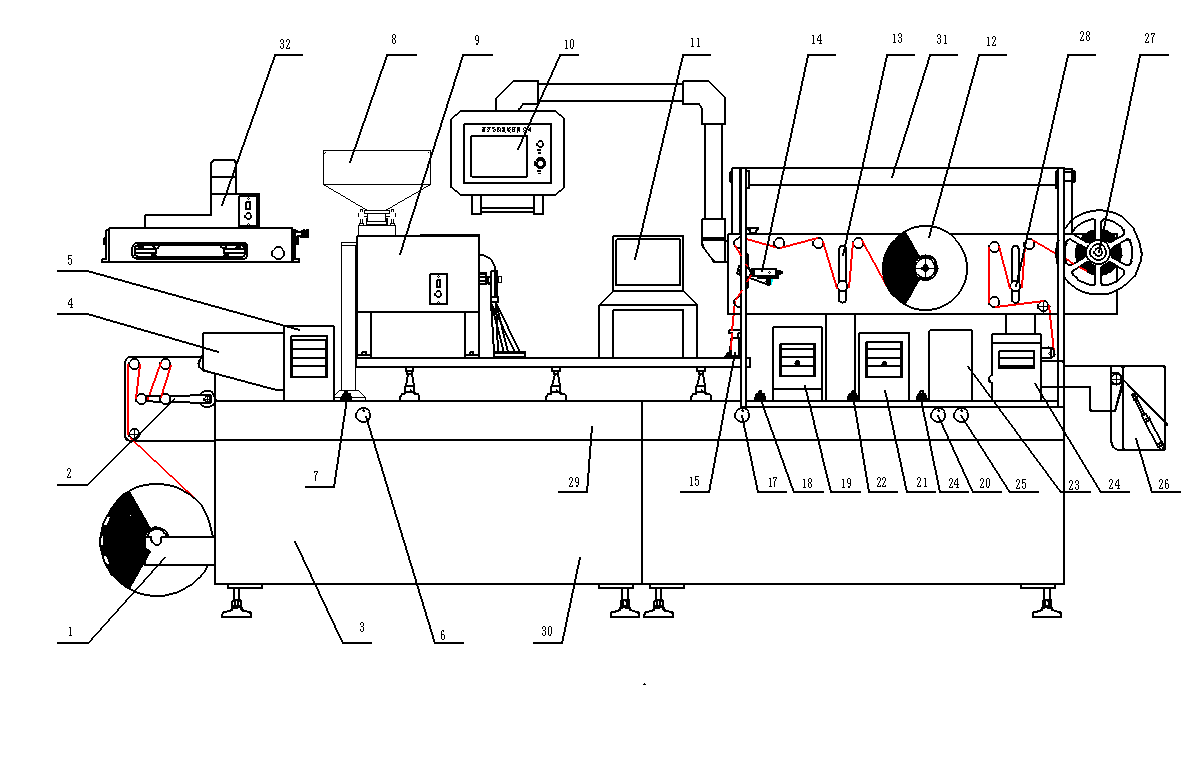
تعمل آلة التغليف بالفقاعات الاستوائية من خلال عملية متكاملة تشمل خمس محطات، وهي مُحسَّنة لإنتاج الفقاعات الألومنيومية المُشكَّلة على البارد. في المحطة ١، يُفك لفّ مادة التشكيل — وهي رقائق مركبة تتكون من طبقات أكسيد البولي إيثيلين/ألومنيوم/بولي كلوريد الفينيل — من حامل بكرات كهربائي مزود بنظام تحكُّم في التوتر. ثم تدخل المادة محطة التشكيل على البارد، حيث يُطبِّق سدّاد معدني دقيق الصنع ضغطًا ميكانيكيًّا على الرقائق المركبة لتُشكَّل داخل تجويف قالب أنثوي عند درجة حرارة الغرفة. وتختلف هذه العملية الجافة جوهريًّا عن عملية التشكيل الحراري المستخدمة في آلات الفقاعات التقليدية المصنوعة من بولي كلوريد الفينيل/ألومنيوم: فبدلًا من تليين غشاء البلاستيك بالحرارة وسحبه بالفراغ إلى التجاويف، تُطْبَع الرقائق الألومنيومية شكلياً بالضغط الميكانيكي. ويكون ضغط التشكيل على البارد كبيرًا جدًّا — عادةً ما يتراوح بين ١٠ و١٥ طنًّا — كما أن هندسة القوالب ذات أهمية قصوى، إذ يُحسب تصميم السدّاد ونصف قطر التجويف وعمق التشكيل بدقةٍ لتمديد الرقائق دون تمزُّق طبقة الألومنيوم الحاجزة. وفي المحطة ٢، تنتقل الشريط المُشكَّل إلى منطقة التغذية، حيث تُوضع المنتجات الصيدلانية — مثل الأقراص أو الكبسولات أو القوارير أو الأمبولات — في كل تجويف. ويمكن تجهيز النظام بتغذية يدوية أو تغذية بواسطة وعاء اهتزازي أو أنظمة آلية لالتقاط ووضع العناصر، وذلك حسب خصائص المنتج وحجم الإنتاج. وفي المحطة ٣، يدخل الشريط المحمَّل بالمنتجات محطة الإغلاق، حيث تُفك رقائق الألومنيوم المُغطِّية من بكرة علوية وتُغلَّف حراريًّا على القاعدة المُشكَّلة. وتُطبِّق لوحة الإغلاق درجة حرارة مضبوطة بدقة (عادةً ما تتراوح بين ١٨٠ و٢٢٠°م حسب مواصفات طبقة الإغلاق الحراري)، وضغطًا قابلاً للضبط عبر أسطوانات هوائية، وزمن تلامس محدَّدًا. وتضمن وحدات التحكُّم في درجة الحرارة وفق نظام بي.آي.دي (PID) ثبات درجة حرارة الإغلاق ضمن نطاق ±٢°م على كامل سطح اللوحة، مما يضمن سلامة الإغلاق دون إتلاف الطبقة الواقية من الطلاء. وفي المحطة ٤، يُطبَّق نظام نقش أو طباعة بالحبر النفاث لطباعة أرقام الدفعات وتاريخ التصنيع وتاريخ الانتهاء مباشرةً على عبوة الفقاعات المغلقة. أما في المحطة ٥، فتقوم آلية قطع مُتحكَّم بها بواسطة محرك سيرفو بتقطيع بطاقات الفقاعات الفردية من الشريط المستمر، أو تُنشئ أدوات التقطيع خطوط تمزيق لفصل الشرائط المتعددة البطاقات. ويُلف الشريط الزائد (النفايات) على بكرة لاسترجاعه وإعادة تدويره. وعلى امتداد العملية بأكملها، تتحكم محركات السيرفو في تقدُّم الشريط بدقة موضعية تبلغ ±٠٫٥ مم، وهي دقة بالغة الأهمية في معالجة الرقائق الألومنيومية/الألومنيومية (Alu-Alu)، حيث إن التجاويف الألومنيومية المُشكَّلة أقل مرونةً من فقاعات بولي كلوريد الفينيل المُشكَّلة حراريًّا، وتحتاج إلى محاذاة دقيقة في محطتي الإغلاق والقطع. وتُدار العملية بكاملها عبر نظام تحكُّم منطقي قابل للبرمجة (PLC) مزوَّد بذاكرة لتخزين وصفات التشغيل المختلفة لأنواع الفقاعات، ما يسمح بالتبديل السريع بين تركيبات المنتجات.
الميزات الرئيسية
التطبيقات والخبرة الواقعية
شركة مصنعة لأقراص الفوّارة — ماليزيا
شركة مصنِّعة للأدوية ومقرها بينانغ، تُنتج أقراص فيتامين ج الفوّارة وأقراص الإلكتروليت لسوق جنوب شرق آسيا، وقامت بتركيب خط تغليف رويي الفوّار المخصص للمناخات الاستوائية بعد أن واجهت فشلاً متكرراً في استقرار التعبئة باستخدام عبوات البلاستيك المرن (PVC)/الألمنيوم. وتتميّز أقراص الشركة الفوّارة بأنها حساسةٌ للغاية للرطوبة؛ فهي تحتوي على بيكربونات الصوديوم وحمض الستريك اللذين يتفاعلان عند ملامستهما للماء لإنتاج الفوران المميز، ما يعني أن أي تسرب للرطوبة أثناء التخزين يؤدي إلى تفعيل التفاعل الفوّار مبكراً ويُفقد المنتج فعاليته. وفي المناخ الاستوائي لماليزيا، حيث تبلغ نسبة الرطوبة النسبية طوال العام ٨٢٪، ظهرت حالات تدهور مرتبطة بالرطوبة في ٣٠–٤٠٪ من منتجات الشركة خلال ٦ أشهر من التعبئة باستخدام عبوات البلاستيك المرن (PVC)/الألمنيوم، وهي فترة أقصر بكثير من العمر الافتراضي المطلوب والبالغ ٢٤ شهراً. ولذلك، قام رويي بتوفير خط تغليف فوّار كامل من الألمنيوم/الألمنيوم، شمل آلة التشكيل البارد مع القوالب المصممة لبطاقات التعبئة التي تحتوي على ١٠ أقراص، ونظام تغذية خاص اهتزازي للمنتجات لتقليل التآكل الناتج عن التعامل مع الأقراص، بالإضافة إلى نظام ترميز دفعات مدمج في الخط. وبعد التركيب والتشغيل، أجرت الشركة اختبارات استقرار مُسرَّعة عند درجة حرارة ٤٠°م ورطوبة نسبية ٧٥٪ وفقاً لإرشادات اللجنة الدولية للتوجيهات الصيدلانية (ICH). وبقيت عبوات الألمنيوم/الألمنيوم دون أي مؤشرات قابلة للكشف على تسرب الرطوبة بعد ٦ أشهر من الاختبارات المُسرَّعة، وهو ما يعادل ٢٤ شهراً من التخزين الاستوائي الفعلي. وأشار مدير الإنتاج إلى أن قوالب التشكيل البارد، رغم كونها أكثر تكلفة من قوالب التشكيل الحراري، لم تتطلب استبدالاً بعد إنجاز ٨ ملايين دورة تشكيل. وقد يعمل الخط منذ أكثر من عامين وفق جدول صيانة وقائية مجدول، دون أي توقف غير مخطط له. ومنذ ذلك الحين، زادت الشركة طاقة إنتاجها من الأقراص الفوّارة بنسبة ٦٠٪، ودخلت أسواق تصدير جديدة في إندونيسيا والفلبين، واثقةً من أن تغليفها من الألمنيوم/الألمنيوم سيحافظ على جودة منتجاتها في جميع المناخات.
منتج عام للأدوية — نيجيريا
شركة دوائية عامة مقرها لاغوس، تُنتج مضادات حيوية ومضادات للملاريا وأدوية لأمراض القلب والأوعية الدموية تستهدف السوق الغرب إفريقي، انتقلت إلى التغليف بالعلب الفقاعية المصنوعة من الألومنيوم-ألومنيوم باستخدام آلة الفقاعات الاستوائية من شركة رويي بعد أن واجهت مشكلة في عودة المنتجات بسبب الرطوبة من قِبل الموزعين. ويتميز المناخ الساحلي النيجيري بارتفاع نسبة الرطوبة (70–90% رطوبة نسبية) ودرجات حرارة مرتفعة (متوسطها 28–32°م)، ما يشكّل ظروفًا قاسية جدًّا لتغليف المستحضرات الصيدلانية. وبشكل خاص، فإن منتجات الشركة المركبة من الأموكسيسيلين/حمض الكلافولانيك شديدة الحساسية للرطوبة؛ إذ يتحلل حمض الكلافولانيك بسرعةٍ كبيرةٍ في وجود الماء، مما يؤدي إلى انخفاض فعالية المضاد الحيوي عن الحدود المحددة في دساتير الأدوية. وفي التغليف السابق المكوَّن من البولي كلوريد الفينيل/الألومنيوم، أظهر اختبار الاستقرار أن نسبة تحلل حمض الكلافولانيك بلغت 8–12% بعد 12 شهرًا في ظروف التخزين الخاصة بالمنطقة الرابعة-ب (30°م/75% رطوبة نسبية)، وهي نسبة تتجاوز معيار القبول المحدَّد من قبل اللجنة الدولية لمدى توافق الأدوية (ICH) والمقدَّر بـ5%. وعمل فريق رويي مع العميل على تصميم أدوات التغليف الفقاعي لتنسيق يحتوي على 7 أقراص، وهو التنسيق الأمثل لحجم العبوة العلاجية السائد في السوق النيجيرية، كما تم ضبط الآلة لتتوافق مع مصدر الطاقة المحلي المحدد بجهد 415 فولت وتكرار 50 هرتز، بما يتطابق مع مواصفات شبكة الكهرباء النيجيرية. وشملت الآلة محطة إغلاق محسَّنة مع إمكانية تمديد زمن التلامس الحراري لتناسب طبقة الطلاء الحراري الأسمك المستخدمة في أغطية الألواح المعدنية الموصى بها للظروف الاستوائية القاسية. وتولَّى الشريك الفني المحلي لرويي في لاغوس الإشراف على تركيب الآلة وقدم تدريبًا للمشغلين باللغتين الإنجليزية واليوروبا. وأظهرت نتائج اختبار الاستقرار بعد التركيب أن التغليف بالألومنيوم-ألومنيوم خفض نسبة تحلل حمض الكلافولانيك إلى أقل من 3% بعد 12 شهرًا في ظروف التخزين الخاصة بالمنطقة الرابعة-ب، وهي نسبة ضمن حدود القبول المحددة من اللجنة الدولية لمدى توافق الأدوية (ICH). وأبلغ العميل أن حالات إرجاع المنتجات الناتجة عن مشكلات جودة مرتبطة بالرطوبة انخفضت بنسبة تجاوزت 90% في السنة الأولى بعد التحوُّل إلى التغليف بالألومنيوم-ألومنيوم. واستنادًا إلى هذا النجاح، طلبت الشركة خط تغليف فقاعي استوائي ثانٍ من رويي لدعم التوسع في إنتاجها نحو أسواق وسط إفريقيا.
شركة مصنعة لمكملات البروبيوتيك — البرازيل
شركة برازيلية متخصصة في مجال المكملات الغذائية الحيوية، تُنتج كبسولات بروبيوتيك حية للسوق المحلية والأسواق الأمريكية اللاتينية، وقامت بتطبيق آلة التغليف بالعلب البلاستيكية المقاومة للرطوبة من شركة Ruiyi لحل تحديٍّ حرجٍ يتعلق باستقرار المنتج. فالبكتيريا البروبيوتيك — وبخاصة سلالات اللكتو باكتيلس (Lactobacillus) والبيفيدوباكتيريوم (Bifidobacterium) — كائنات حية تحتاج إلى حماية من الرطوبة للحفاظ على قابليتها للحياة. وعند تعرض الكبسولات البروبيوتيكية للرطوبة أثناء التخزين، تمتص الكبسولات الرطوبة عبر أغلفتها المصنوعة من الجيلاتين أو مادة الهيدروكسيبروبيل ميثيل سيلولوز (HPMC)، ما يؤدي إلى تنشيط العمليات الأيضية لدى البكتيريا الكامنة، والتي تستهلك حينها العناصر الغذائية المخزَّنة داخلها فتموت قبل أن تصل إلى المستهلك. وكشفت عمليات تدقيق الجودة التي أجرتها الشركة أن فاعلية البروبيوتيك (المقاسة بوحدات تكوين المستعمرات CFU) في علب التغليف المصنوعة من كلوريد البوليفينيل/الألومنيوم (PVC/Alu) انخفضت بنسبة متوسطها ٤٠–٦٠٪ على مدى عمر افتراضي قدره ١٢ شهرًا في قنوات التوزيع الرطبة على الساحل البرازيلي ومنطقة الأمازون، ما أدّى في كثيرٍ من الأحيان إلى انخفاض عدد وحدات تكوين المستعمرات (CFU) عن العدد المذكور على الملصق — وهي مسألة تتعلق بالامتثال التنظيمي. ولذلك صمّمت شركة Ruiyi خط التغليف بالعلب المصنوعة بالكامل من الألومنيوم (Alu-Alu) ليتعامل مع التحديات الخاصة بتغليف الكبسولات البروبيوتيكية: حيث صُمِّمت أدوات التشكيل البارد لإنتاج تجاويف أعمق بعمق ١٤ مم ذات زوايا داخلية مستديرة لاستيعاب الكبسولات الليفية الناعمة دون أن تتعرّض للضغط أو التمزّق؛ كما استخدم نظام تغذية المنتج طريقة إسقاط لطيفة تعتمد على الجاذبية بدلًا من التعامل الاهتزازي لتفادي إتلاف أغلفة الكبسولات؛ وتم ضبط درجة حرارة الإغلاق بما يتناسب مع نقطة الانصهار الأدنى للطلاء الحراري القابل للإغلاق، والذي يتوافق مع مواد أغلفة الكبسولات. وقد حقّق التغليف المصنوع بالكامل من الألومنيوم (Alu-Alu) الحفاظ على عدد وحدات تكوين المستعمرات (CFU) البروبيوتيكية عند مستوى يتجاوز ٩٠٪ من الفاعلية المعلَّنة بعد خضوعه لاختبار الاستقرار في المنطقة IVb لمدة ١٨ شهرًا، وهو ما يفوق بشكل كبير العمر الافتراضي السابق البالغ ١٢ شهرًا الذي كان يحققه التغليف المصنوع من كلوريد البوليفينيل/الألومنيوم (PVC/Alu). ووسّع العميل عملياته من خط تغليف واحد فقط من شركة Ruiyi يخدم السوق البرازيلية المحلية إلى ثلاثة خطوط خلال ٢٤ شهرًا، محقّقًا نموًّا في حصته السوقية ضمن قطاع البروبيوتيك عالي القيمة، حيث تُشكّل الاختلافات في جودة المنتج — التي تُثبتها بيانات الاستقرار الموثَّقة — عاملاً حاسمًا في فرض أسعار مرتفعة.
ضمان الجودة والشهادات
تعمل شركة رويي للمachinery وفقًا لنظام إدارة الجودة المعتمد وفق معيار ISO 9001:2015، الذي يُنظِّم كل مرحلة من مراحل إنتاج آلات التشكيل الحراري للعبوات البلاستيكية في المناطق الاستوائية، بدءًا من شراء المواد الخام وصولًا إلى التجميع النهائي واختبار القبول بالمصنع. وتخضع كل آلة لاختبار القبول النهائي الشامل (FAT)، والذي يشمل ما يلي: التحقق من محطة التشكيل عبر إنتاج تجريبي لـ ٥٠٠٠ تجويف تشكيلي، مع قياس الاتساق الأبعادي لهذه التجاويف (وتتراوح هامش التحمل لعمق التشكيل بين ±٠٫١٥ مم، بينما تبلغ دقة تسجيل التجاويف ±٠٫٣ مم)؛ واختبار سلامة الختم على عيّنة مكوَّنة من ٢٠٠ تجويف تشكيلي باستخدام طريقة اختراق صبغة الميثيلين الأزرق وفق معايير دستور الأدوية الأمريكي (USP)؛ والتحقق من دقة تحديد موضع الشريط أثناء التغذية عبر ١٠٠ دورة تحديد موضع؛ وإجراء اختبارات السلامة الكهربائية الكاملة وفق متطلبات شهادة CE، بما في ذلك مقاومة العزل واستمرارية التأريض واختبار التحمل العازل. وتُصنَّع أدوات التشكيل المخصصة للألمنيوم-ألمنيوم من فولاذ D2 للأدوات، وتُصلَّب لتصل صلادتها إلى ٥٨–٦٢ درجة على مقياس روكويل (HRC)، كما تُطلَى أسطح التلامس بالكروم وتُفَحَّص تحت تكبير ٢٠× للبحث عن أي عيوب سطحية. ويُرفَق بكل مجموعة أدوات رقم تسلسلي، وتُوثَّق بشهادات معالجة الحرارة للمواد وتقارير الفحص البُعدي. ويضم فريق البحث والتطوير في شركة رويي ١٠ أفراد، ويدير مختبرًا مخصصًا لتكنولوجيا التعبئة والتغليف بالتجويفات التشكيلية، حيث تُجرى تجارب التشكيل على عيّنات من منتجات العملاء قبل تسليم الآلة، وذلك لتحسين هندسة السدادات وضغط التشكيل ومعايير الختم بما يتناسب مع كل تطبيق محدَّد. ويستند الفريق في عمله إلى بيانات ميدانية جُمعت من تركيبات أنظمة التشكيل بالألمنيوم-ألمنيوم في أكثر من ٢٠ دولة استوائية وشبه استوائية، بهدف تحسين خوارزميات التشكيل البارد وتصميم الأدوات بشكل مستمر. وتُرسل الآلات مصحوبةً بكافة الوثائق اللازمة، ومنها: شهادات المواد الخاصة بالمكونات التي تتلامس مع المنتج (الفولاذ المقاوم للصدأ من النوع SUS304 مع تقارير تفصيلية عن التركيب الكيميائي ونوعية التشطيب السطحي)، وإعلان المطابقة لمعايير CE، وتقارير اختبارات السلامة الكهربائية، وأدلة التشغيل والصيانة الشاملة باللغة الإنجليزية وباللغة المفضلة لدى المشتري، وتقرير اختبار القبول النهائي (FAT) مشفوعًا ببيانات الاختبارات التي أُجريت. وتشمل التزامات شركة رويي تجاه الدعم ما بعد البيع تقديم المساعدة التقنية مدى الحياة، مع التزامٍ بالرد على الاستفسارات خلال ١٢ ساعة، بالإضافة إلى الاحتفاظ بمخزون من قطع الغيار لجميع المكونات الحرجة، ومنها أدوات التشكيل ولوحات الختم وأجهزة الاستشعار ومكونات المحركات المؤازرة.
الأسئلة الشائعة
١. ما الذي يجعل تغليف العلب المصنوعة من الألومنيوم-ألومنيوم (Alu-Alu) أفضل من التغليف المصنوع من البولي فينيل كلوريد/الألومنيوم (PVC/Alu) في المناخات الاستوائية؟
يُستعاض عن طبقة البولي فينيل كلوريد (PVC) أو البولي فينيل كلوريد/البولي فاينيل ثنائي الكلوريد (PVC/PVDC) الموجودة في عبوات البقع التقليدية بطبقة رقيقة من الألومنيوم المستمرة في هيكل الألومنيوم-ألومنيوم، ما يشكّل حاجزًا شبه مثالي ضد الرطوبة. ويتميّز البولي فينيل كلوريد، حتى مع طبقة التغليف المكوّنة من البولي فاينيل ثنائي الكلوريد (PVDC)، بمعدل قابل للقياس لانتقال بخار الرطوبة (MVTR) — وعادةً ما يتراوح بين ٠,٢ و٠,٥ غرام/م²/يوم لأفلام PVC/PVDC — ما يسمح بدخول كمية تدريجية من الرطوبة إلى تجويف البقعة مع مرور الوقت. وفي المناخات الاستوائية، حيث تتجاوز الرطوبة النسبية المحيطة باستمرار ٨٠٪، يؤدي هذا الانتقال التدريجي للرطوبة إلى إحداث فرق كبير في مستوى الرطوبة بين البيئة الخارجية وداخل تجويف البقعة، مما يدفع بخار الماء نحو الداخل. أما رقائق الألومنيوم، فتتميّز بمعدل انتقال بخار الرطوبة (MVTR) يقترب من الصفر، ما يشكّل ختمًا محكمًا يحمي المنتج طوال فترة صلاحيته المحددة. وتضمن عملية التشكيل البارد الحفاظ على طبقة حاجز الألومنيوم سليمة دون تشويه، بينما تؤدي عملية التشكيل الحراري إلى تمدّد هذه الطبقة وتقليل سمكها، ما يخلق مسارات دقيقة جدًّا تسمح بمرور الرطوبة. وللمستحضرات الصيدلانية الحساسة للرطوبة — مثل الأقراص الفوّارة والمساحيق المحبّة للرطوبة والأدوية المجفّفة بالتجميد — فإن الاختلاف بين التغليف المكوّن من ألومنيوم-ألومنيوم (Alu-Alu) والتغليف المكوّن من PVC/Alu غالبًا ما يُحدّد ما إذا كان المنتج لا يزال ضمن المواصفات المطلوبة عند انتهاء فترة صلاحيته المحددة على العبوة. وقد أظهرت آلات شركة رويي (Ruiyi) الخاصة بتغليف الألومنيوم-ألومنيوم عدم وجود أي تسرب قابل للقياس للرطوبة خلال اختبارات الاستقرار المُسرَّعة التي أُجريت عند درجة حرارة ٤٠°م ورطوبة نسبية ٧٥٪ ولمدة ٦ أشهر، وهي ما يعادل ظروف التخزين الاستوائي لمدة ٢٤ شهرًا.
٢. ما هي القيود والتحديات المترتبة على تغليف البثور الألومنيوم-ألومنيوم بالتشكيل البارد؟
تتميّز عبوات التغليف الباردة من الألومنيوم-ألومنيوم (Alu-Alu) بعدة خصائصٍ هامةٍ تختلف عن عبوات البلاستيك متعدد كلوريد الفينيل-ألومنيوم (PVC/Alu) المُشكَّلة حراريًّا. فعمق التشكيل يكون محدودًا أكثر — ويبلغ عادةً أقصى عمق ١٢–١٤ مم، مقارنةً بـ٢٠ مم فأكثر في عبوات البلاستيك متعدد كلوريد الفينيل المُشكَّلة حراريًّا، وذلك لأن طبقة الرقائق الألومنيومية في اللامينيت لا يمكنها التمدد إلا بمقدارٍ معينٍ قبل أن تنفتق. كما أن شكل التجويف يخضع لقيودٍ أيضًا: فتجاويف الألومنيوم-ألومنيوم تمتلك زوايا داخلية مستديرة بدل الزوايا القائمة الحادة، ويجب أن تكون المسافة بين التجويفات أكبر مما هي عليه في عبوات البلاستيك متعدد كلوريد الفينيل لاستيعاب نسبة التمدد الأدنى لهذه المادة. وتكون أدوات التشكيل أكثر تكلفةً في التصنيع، إذ تتطلب فولاذًا صلبًا مُعالَجًا وتصنيعًا دقيقًا لتحقيق درجة النعومة السطحية والدقة البعدية المطلوبة — إذ تبلغ تكلفة مجموعة أدوات التشكيل الخاصة بالألومنيوم-ألومنيوم ما يقارب ثلاثة إلى أربعة أضعاف تكلفة أدوات التشكيل الحراري المكافئة للبلاستيك متعدد كلوريد الفينيل. كما أن تكلفة المادة أعلى أيضًا: إذ تبلغ تكلفة لامينيت الأوكسي-بولي أميد/ألومنيوم/بلاستيك متعدد كلوريد الفينيل (OPA/Alu/PVC) المستخدم في التشكيل البارد نحو ضعفين إلى ثلاثة أضعاف تكلفة فيلم البلاستيك متعدد كلوريد الفينيل لكل متر مربع. وبالمجمل، فإن تكلفة التعبئة لكل قرص باستخدام عبوات الألومنيوم-ألومنيوم تزيد عادةً بنسبة ٣٠–٥٠٪ مقارنةً بتغليف البلاستيك متعدد كلوريد الفينيل-ألومنيوم. ومع ذلك، فإن هذه الزيادة في التكلفة مبرَّرةٌ بإلغاء حالات فشل استقرار المنتج، وتخفيض معدلات الإرجاع، وقدرة توزيع المنتجات الحساسة للرطوبة في الأسواق الاستوائية. وتوفّر شركة رويي دعمًا كاملاً لتحليل الجدوى الاقتصادية لمساعدة العملاء على تقييم ما إذا كانت الاستثمارات في تغليف الألومنيوم-ألومنيوم مبرَّرةً بالنسبة لمجموعة منتجاتهم المحددة وأسواقهم المستهدفة.
٣. هل يمكن للجهاز إنتاج عبوات بليستير بلاستيكية تقليدية من مادة PVC/ألمنيوم أيضًا، أم أنه مخصص فقط لعبوات الألمنيوم-ألمنيوم؟
آلة التغليف بالفقاعات الاستوائية من شركة رويي مُصمَّمة خصيصًا لإنتاج الفقاعات الباردة المصنوعة من الألومنيوم-ألومنيوم، ولا يمكنها إنتاج فقاعات البولي فينيل كلورايد/ألومنيوم المُشكَّلة حراريًّا مباشرةً دون تعديلات جوهرية. وتستخدم محطة التشكيل البارد الضغط الميكانيكي عند درجة حرارة الغرفة، بينما يتطلب إنتاج الفقاعات المصنوعة من البولي فينيل كلورايد وجود محطة تسخين لتليين فيلم البولي فينيل كلورايد ومحطة تشكيل بالشفط أو بالضغط لسحب الفيلم الملَيِّن إلى التجاويف. وقد صُمِّمت بنية الآلة وواجهات الأدوات وأنظمة التحكم في العمليات خصيصًا لتناسب القوى ودرجات الحرارة وخصائص المواد المرتبطة بمعالجة الألومنيوم بالتشكيل البارد. ومع ذلك، تقدِّم شركة رويي خيار آلة تغليف فقاعات متعددة الأغراض (الطراز RY-260DP) التي تتضمَّن كلًّا من محطة التشكيل البارد ومحطة التشكيل الحراري، ما يسمح بإنتاج فقاعات الألومنيوم-ألومنيوم وفقاعات البولي فينيل كلورايد/ألومنيوم على نفس المنصة بعد تغيير الأدوات. وهذه التكوين مناسبٌ للشركات المصنِّعة التي تنتج كلا النوعين من المنتجات: تلك الحساسة للرطوبة والتي تتطلَّب تغليفًا من الألومنيوم-ألومنيوم، والمنتجات القياسية التي يكفي لها تغليف البولي فينيل كلورايد/ألومنيوم. ويستغرق التحويل الكامل بين وضع الألومنيوم-ألومنيوم ووضع البولي فينيل كلورايد/ألومنيوم في الآلة متعددة الأغراض حوالي ٦٠–٩٠ دقيقة، بما في ذلك استبدال الأدوات وتحميل معايير العملية عبر نظام إدارة الوصفات. أما بالنسبة للإنتاج عالي الحجم المخصص لفقاعات الألومنيوم-ألومنيوم، فإن آلة التغليف الفقاعي الاستوائية ذات الغرض الواحد تقدِّم تكلفة رأسمالية أقل، وتشغيلًا أبسط، وتصميمًا ميكانيكيًّا مُحسَّنًا خصيصًا لعمليات التشكيل البارد.
٤. ما الدعم الذي تقدمه شركة رويي للتركيبات في المناخ الاستوائي والظروف المحلية؟
توفر شركة رويي دعماً شاملاً لتثبيت المعدات في المناخات الاستوائية، مُصمَّمٌ خصيصاً لتناسب الظروف البيئية والبنية التحتية الخاصة بكل عميل. وتشمل الخدمات المقدمة قبل التثبيت تقييم الموقع لتقييم درجات الحرارة والرطوبة المحيطة، وجودة التغذية الكهربائية (استقرار الجهد، وتوازن الطور، والتوصيل بالأرض)، وقدرة نظام الهواء المضغوط. وتُضبط الماكينات وفقاً لمتطلبات الجهد والتردد المحلية — فقد زودت رويي معدات تعمل على أنظمة 380 فولت/50 هرتز، و415 فولت/50 هرتز، و440 فولت/60 هرتز، و220 فولت/60 هرتز في بلدان مختلفة. وتشمل التعديلات الخاصة بالمناخات الاستوائية تحسين التهوية في الخزانات الكهربائية باستخدام مراوح شفط مزودة بمرشحات لمنع التكثف الداخلي في البيئات عالية الرطوبة، وتغليف لوحات الدوائر المطبوعة بطبقة واقية مقاومة للرطوبة، واستخدام مسامير من الفولاذ المقاوم للصدأ في المكونات الخارجية لمنع التآكل. وتحتفظ رويي بقطع الغيار الحرجة في المخزون، ومنها أدوات التشكيل، ولوحات الإغلاق، وعناصر التسخين، وأجهزة الاستشعار، ومكونات وحدة التحكم المنطقية القابلة للبرمجة (PLC)، وذلك لإرسالها بسرعة إلى العملاء في المناطق الاستوائية، مع إمكانية التوصيل عبر خدمات البريد السريع خلال ٣–٧ أيام عمل. وتتم عملية التشغيل الأولي في الموقع، وتدريب المشغلين، وتخطيط الصيانة الوقائية بواسطة مهندسي رويي أو شركائها الفنيين المحليين المدربين. ويشمل التدريب تشغيلاً عملياً للماكينة، وإجراءات التنظيف والصيانة، وحل المشكلات الشائعة، وتحسين العمليات بما يتناسب مع الظروف البيئية المحلية. وتُقدَّم الوثائق باللغة الإنجليزية والصينية، وبلغة العميل المحلية عند الإمكان. وتحافظ رويي على التواصل مع عملائها في المناطق ذات المناخ الاستوائي عبر تطبيقات ويتشات وواتساب والبريد الإلكتروني، مع التزامٍ بالرد على الاستفسارات خلال ١٢ ساعة خلال ساعات العمل.