In the highly regulated pharmaceutical industry, pharmaceutical packaging machinery manufacturers play an indispensable role. Their importance extends far beyond that of ordinary industrial equipment, directly impacting pharmaceutical safety, regulatory compliance, and the reliable operation of global healthcare systems. Selecting a professional pharmaceutical packaging equipment manufacturer is one of the most critical strategic decisions a company can make, as it not only affects production efficiency but also ultimately safeguards patient safety and brand reputation.
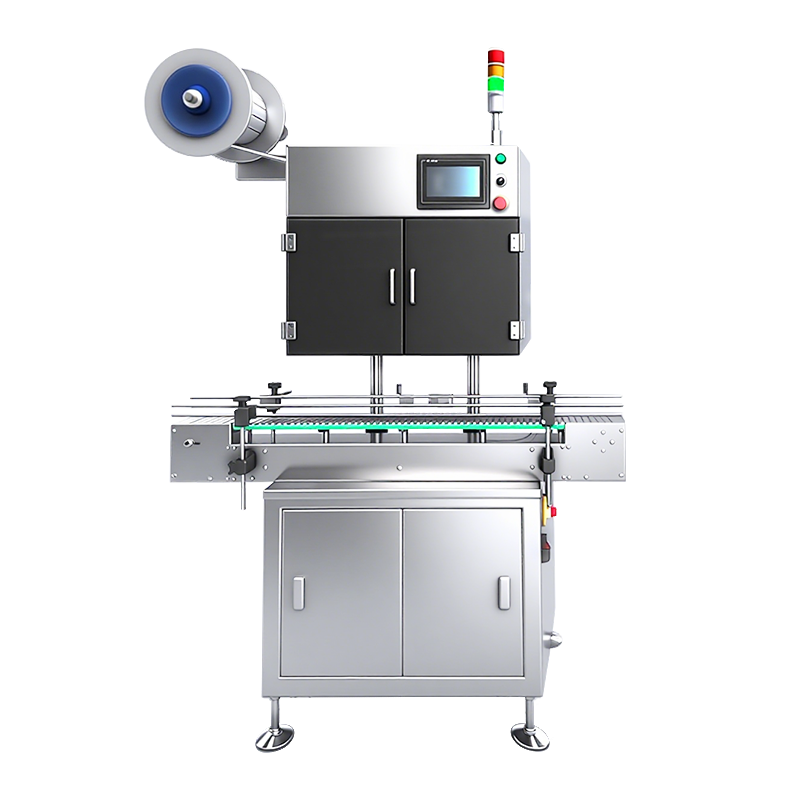
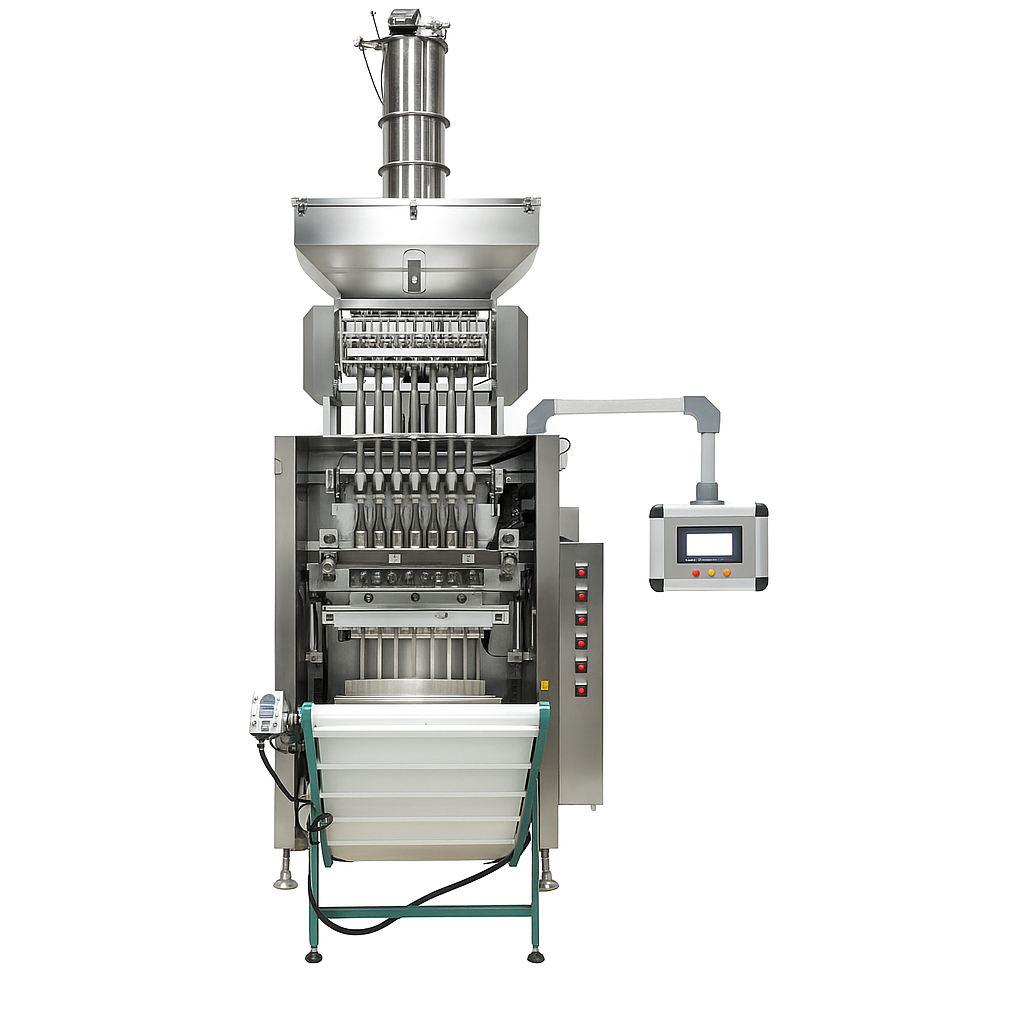
Firstly, pharmaceutical packaging machinery is a steadfast guardian of patient safety. Through high-precision equipment such as automated filling, blister packaging, and bottling lines, it ensures the accuracy and sterility of each dose of medication, thereby eliminating contamination and medication errors. Additionally, the integrated tamper-proof sealing and labeling systems provide consumers with visible safety assurances, establishing the critical trust required for medication use.
Secondly, this equipment is a crucial pillar for compliance with global stringent regulations. Renowned manufacturers strictly adhere to GMP (Good Manufacturing Practice) and FDA (U.S. Food and Drug Administration) standards in designing machinery, providing clear traceability and validation documentation to meet audit requirements. Furthermore, to address global pharmaceutical serialization requirements (such as the U.S. DSCSA and EU FMD regulations), modern packaging lines integrate advanced serialization and tracking systems, establishing a unique digital identity for each medication from production to pharmacy, ensuring anti-counterfeiting throughout the entire supply chain.
Furthermore, pharmaceutical packaging machinery is a core driver for cost reduction, efficiency improvement, and growth for enterprises. High-speed automated production lines can process tens of thousands of units, significantly increasing production capacity; precise control systems effectively reduce raw material waste and downtime, enhancing operational efficiency. Modular and highly customizable designs allow the same production line to flexibly accommodate multiple products and packaging specifications, enabling enterprises to quickly respond to market changes.
Finally, such equipment serves as a protective barrier for brand reputation and product integrity. Professional and stable packaging machinery ensures clear label printing and clean, undamaged packaging appearance, conveying a professional brand image. Appropriate packaging forms (such as light-proof, moisture-proof blister packs, etc.) further maintain drug stability, extend shelf life, and ensure that drug efficacy remains intact during distribution.
In summary, collaboration with pharmaceutical packaging machinery manufacturers goes far beyond equipment procurement; it is a strategic partnership that impacts product quality, compliance, and market competitiveness. Choosing a technologically advanced and experienced manufacturer is an investment in patient health, business efficiency, and the future of the industry.

22
Jul
15
Jul
15
Jul
22
Jul
"Implementing end-to-end serialization for the EU market was a daunting project. This team didn't just sell us packaging; they provided a full turnkey solution and held our hand through the entire process"

"In our business, any delay in packaging can halt the entire production line. We've been running a just-in-time model with this supplier for 18 months, and they have not missed a single delivery window.That reliability is worth its weight in gold and has drastically improved our operational efficiency"