The Application Prospects of Bottle Labeling Machines: Multi-functional Solutions Empowering Intelligent Upgrades Across Industries
In modern industrial production, bottle labeling machines have far surpassed their name's implication of a single application scenario, becoming core equipment in automated packaging processes across multiple industries. With high precision, high speed, and broad adaptability, these devices not only efficiently complete labeling tasks but also significantly enhance brand image and meet stringent compliance requirements. From beverages and food to chemicals, pharmaceuticals, and even the emerging craft brewing sector, water bottle labeling machines are driving intelligent transformation in packaging operations across numerous industries through their exceptional performance.
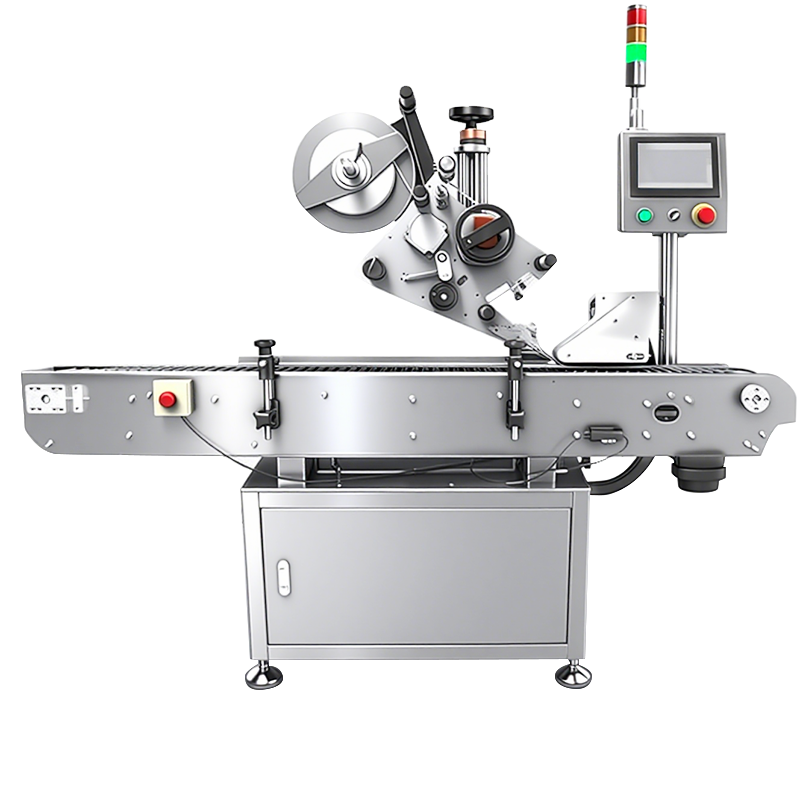
In the beverage sector, water bottle labeling machines play an irreplaceable role. Beyond widespread use in production lines for purified water, mineral water, and soda, they are also suitable for diverse products including juices, soft drinks, sports drinks, and energy beverages. Different materials like PET bottles, glass bottles, and increasingly popular irregularly shaped bottles demand higher labeling standards—labels must be smooth without wrinkles, precisely positioned, and maintain stable adhesion in high-speed production environments. Particularly in condensation-prone conditions (such as chilled juices), labeling machines must ensure labels retain lasting stickiness on damp surfaces.
The food and edible oil sectors similarly rely on efficient labeling equipment. Whether for olive oil, peanut oil, vinegar, soy sauce, or assorted condiments, labeling machines achieve high-quality application on containers made of glass, plastic, and other materials. Many food products also require batch printing and date coding capabilities, where labeling machines demonstrate significant scalability and flexibility.
In industrial and chemical products, labeling extends beyond brand presentation to directly impact usage safety and regulatory compliance. Products like cleaners, lubricants, pesticides, and chemical solvents typically require labels detailing ingredients, hazard warnings, and handling instructions. Labeling machines in these applications must achieve zero-error performance while utilizing specialized adhesives resistant to chemical corrosion and physical abrasion, ensuring labels remain legible throughout transportation and use.
The pharmaceutical and personal care industries impose exceptionally stringent labeling quality requirements. Containers for medications like syrup bottles and dropper bottles, as well as cosmetic packaging for lotions and serums, typically require labeling in dust-free environments. Label content must be perfectly aligned and free from blurring. The high precision and stability demonstrated by water bottle labeling machines in such applications make them crucial tools for ensuring patient medication safety and enhancing the premium feel of cosmetics.

22
Jul
15
Jul
15
Jul
22
Jul
“Efficiency has improved significantly, and the packaging looks much more professional.”

“Stable operation and high precision, the main equipment on the production line.”