Product Overview: High-efficiency and reliable bagged water sealing equipment
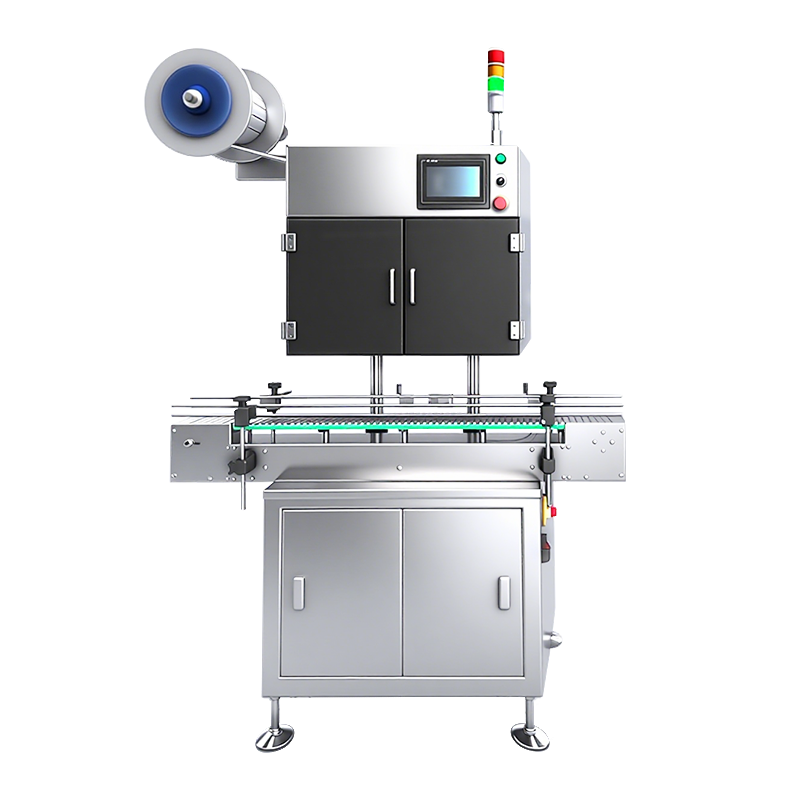
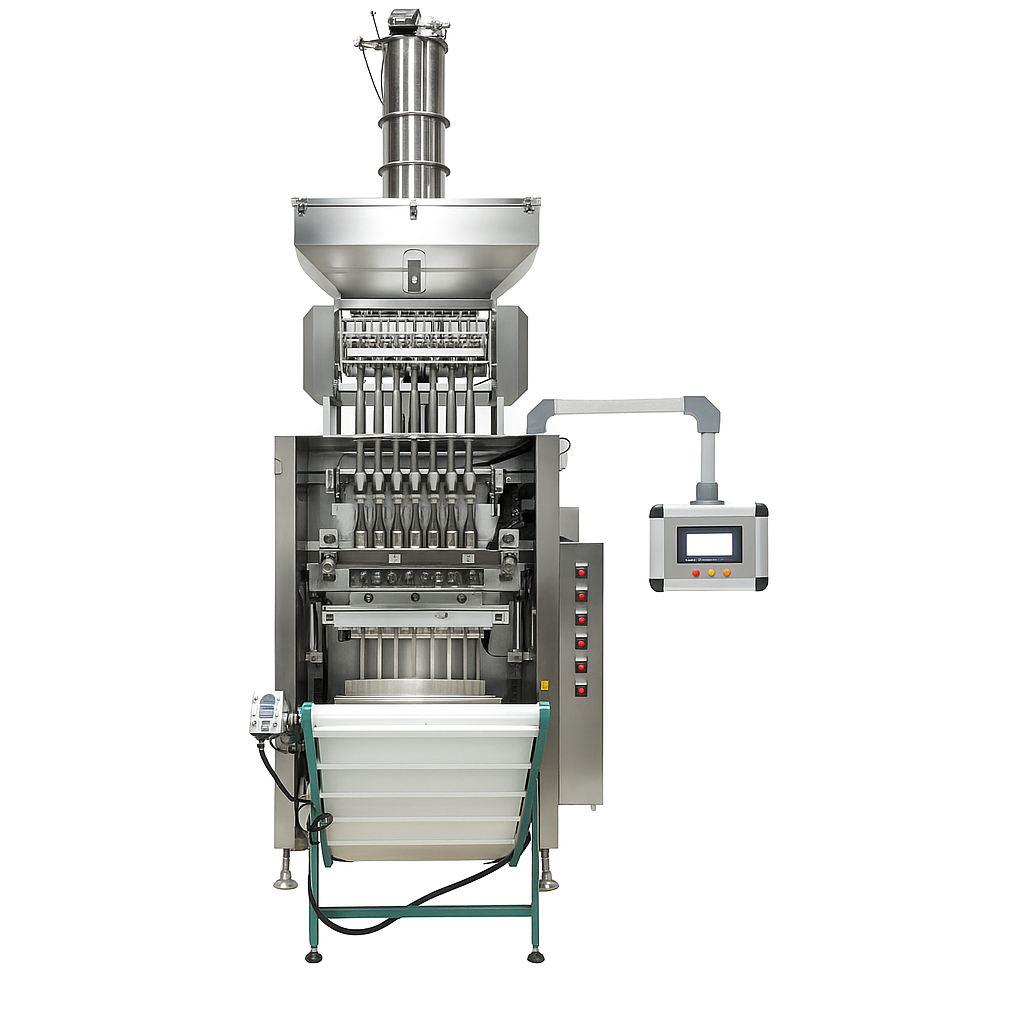
The bagged water sealing machine is a core piece of equipment in a purified water production line, specifically designed for efficiently sealing water bags after filling. Through precise temperature control and pressure systems, it ensures each water bag joint forms a completely sealed state, eliminating the risk of leakage and contamination. The equipment supports common water bag sizes such as 500ml to 1000ml, and its automated design enables continuous operation, significantly improving production efficiency and reducing labor costs.
Core Value: The Foundation of Quality Assurance and Brand Trust
Sealing quality directly impacts water safety and brand reputation. A high-performance sealing machine completely blocks air and microbial intrusion, extends product shelf life, and prevents damage during transportation. Stable sealing processes comply with food safety regulations and enhance consumer recognition of the brand through consistent packaging, thereby reducing post-sales complaints and resource waste.
Technical Advantages: Balancing Intelligence and Sustainability
Modern sealing machines integrate intelligent temperature control, automatic alignment correction, and energy management functions. The stainless steel chassis combines hygiene and durability, while the modular design facilitates easy cleaning and maintenance. Some advanced models also feature data recording interfaces, enabling real-time monitoring of production volume and failure rates, providing data for optimizing production processes and supporting enterprises in achieving refined management and long-term cost reduction and efficiency improvements.

22
Jul
15
Jul
15
Jul
22
Jul
"Game-changer for our small biz. Went from hand-filling to professional packs in hours. Paid for itself quickly."

"Runs non-stop on our production line. Incredibly reliable and accurate. Drastically cut our product waste."