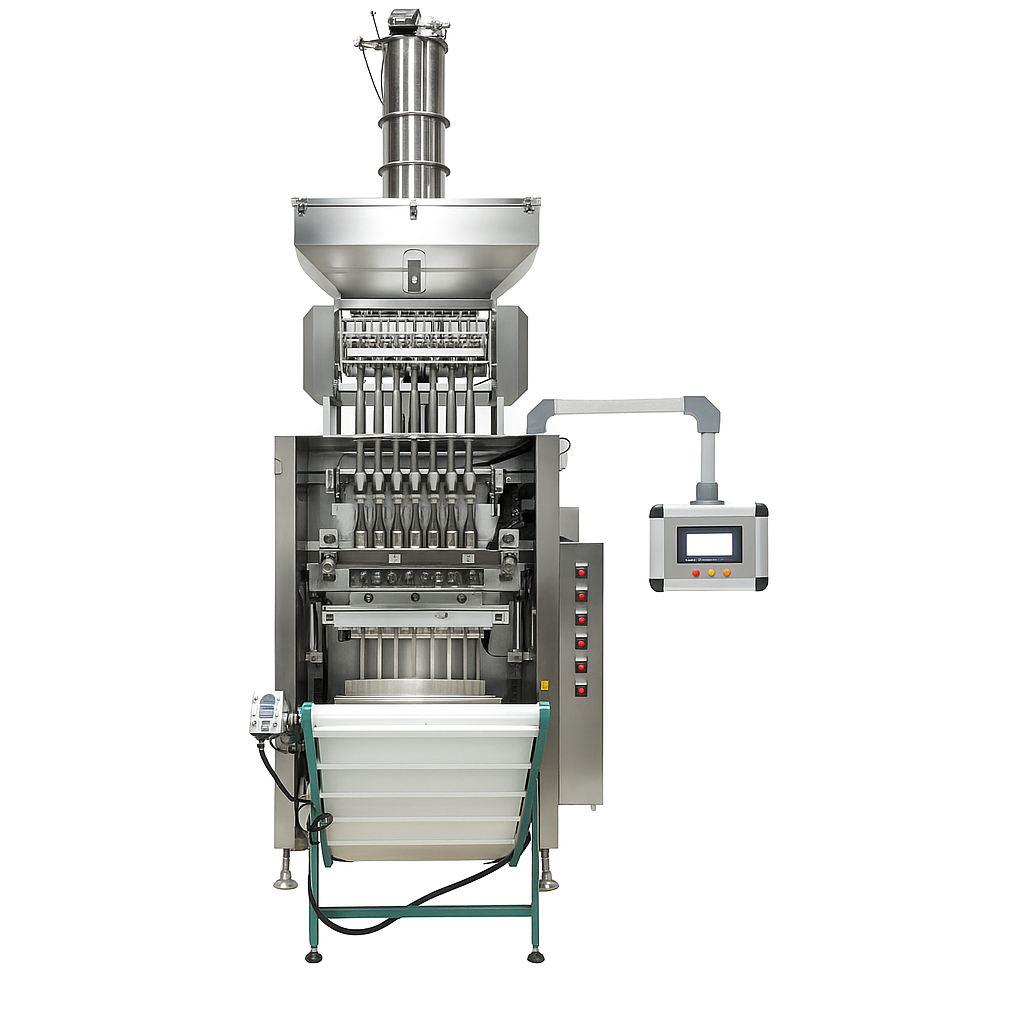
Our water bag packaging machine is a highly automated and powerful device with applications far beyond simple purified water packaging. With its high-precision filling and sealing technology, this machine is the ideal solution for single-dose packaging of small-volume liquid products across a wide range of industries. In the beverage industry, it serves as the core equipment for packaging purified water, mineral water, and electrolyte beverages, and is also widely used for the high-speed production of juices, nectars, and liquid dairy products (such as milk and yogurt drinks), effectively meeting the global market's significant demand for convenient beverages.
In the pharmaceutical and nutritional supplement industries, where hygiene and dosage accuracy are strictly required, this equipment can be designed to meet sanitary standards, ensuring safe and reliable packaging of oral rehydration salts (ORS), syrups, tonics, liquid vitamin supplements (such as fish oil), and single-dose disinfectants and preservatives. This is crucial for the production of medical aid and daily health products.
The food and culinary industry also benefits from this machine's versatility. It can precisely portion various edible oils (such as sunflower oil, olive oil), condiments (tomato sauce, mayonnaise, soy sauce, chili sauce), vinegar, and liquid flavorings and extracts, providing efficient and hygienic packaging options for food service, food samples, and retail products. Additionally, in the chemical and industrial sectors, its robust and durable design reliably handles products such as detergents, cleaners, agricultural chemicals (liquid fertilizers, pesticides), lubricants, and adhesives, meeting the needs of industrial users and small-scale agriculture for convenient, single-use packaging.
The reason our machines can adapt so seamlessly to such diverse applications lies in their exceptional material compatibility (capable of handling various packaging films with different barrier properties, such as LDPE and CPP), food-grade stainless steel design compliant with hygiene standards, high-precision metering systems ensuring accurate product content in each bag, and the convenience of quickly switching between different products and bag sizes (from 10ml to over 500ml). This flexibility and reliability are designed to maximize operational efficiency, help customers reduce production costs, and open up new market opportunities.

22
Jul
15
Jul
15
Jul
22
Jul
"Game-changer for our small biz. Went from hand-filling to professional packs in hours. Paid for itself quickly."

"Runs non-stop on our production line. Incredibly reliable and accurate. Drastically cut our product waste."