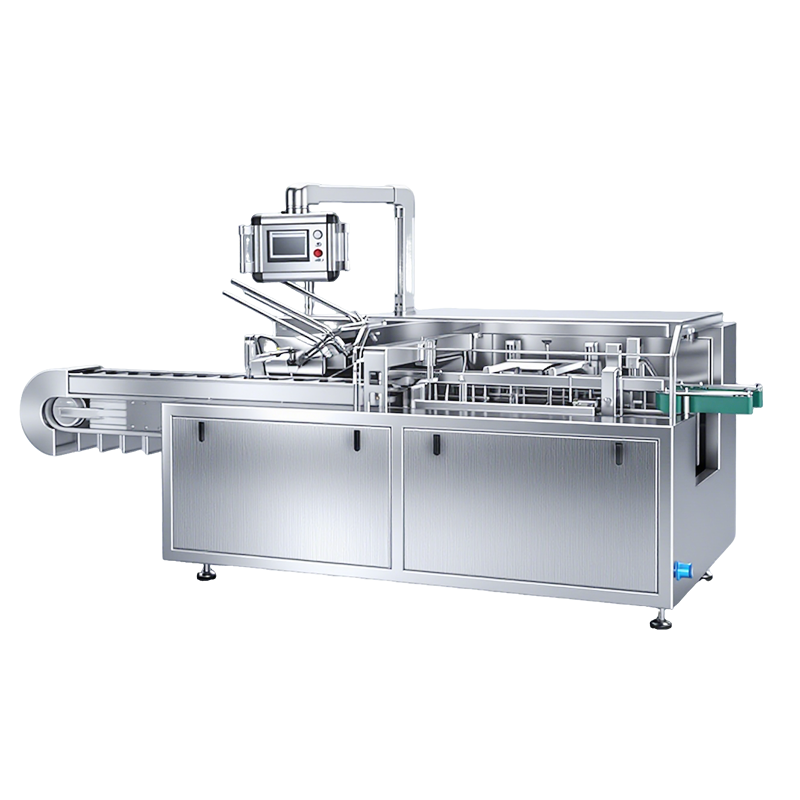
The application prospects for modern horizontal automatic cartoning machines are extremely broad, driven by the growing demand across global industries for improved packaging efficiency, product presentation, and strict compliance. The core value of this equipment lies in its exceptional versatility and high performance, making it an indispensable cornerstone of automated packaging production lines.
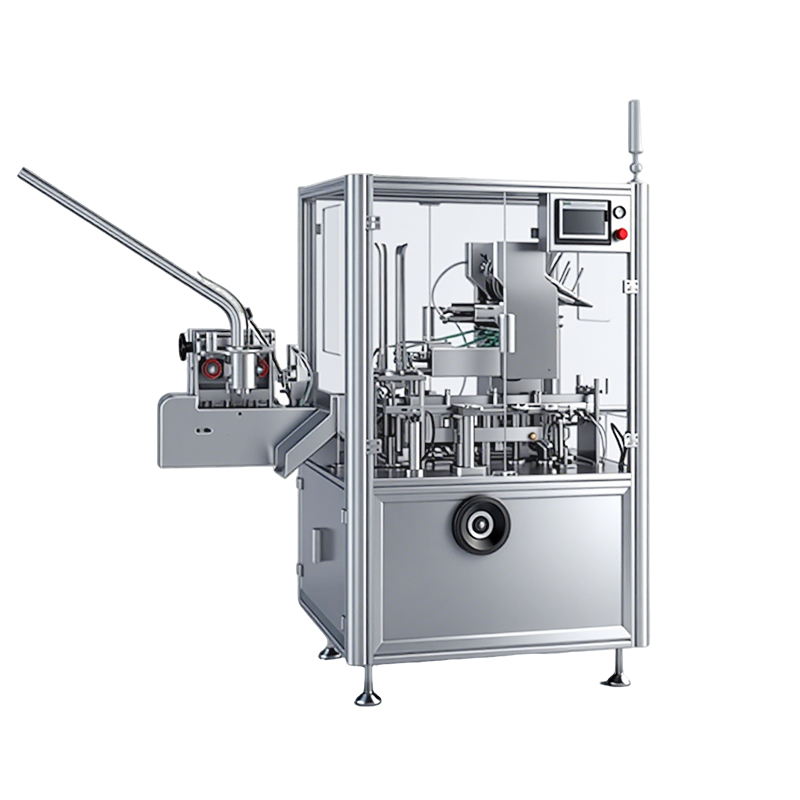
In terms of specific application industries, horizontal cartoning machines play a key role in the pharmaceutical and medical device sectors. Here, precision is critical, as the equipment must meet stringent GMP and FDA standards, handle blister packs, vials, syringes, and medication inserts with expertise, and integrate automatic batch number printing and weight checking functions to ensure serialization compliance and patient safety. In the food and beverage industry, it provides high-speed and hygienic packaging solutions for products such as tea bags, chocolate bars, and soup packets, often including desiccant dispensing functionality to extend shelf life. For cosmetics and personal care products, its gentle yet precise handling capabilities enable perfect packaging of high-end cosmetics, ensuring product integrity during transportation and enhancing the unboxing experience, effectively supporting brand value. Additionally, in the consumer electronics, small hardware, and general manufacturing sectors, it provides robust support for safe, retail-ready secondary packaging, particularly addressing the urgent demand for efficient automated distribution solutions driven by the explosive growth of e-commerce.
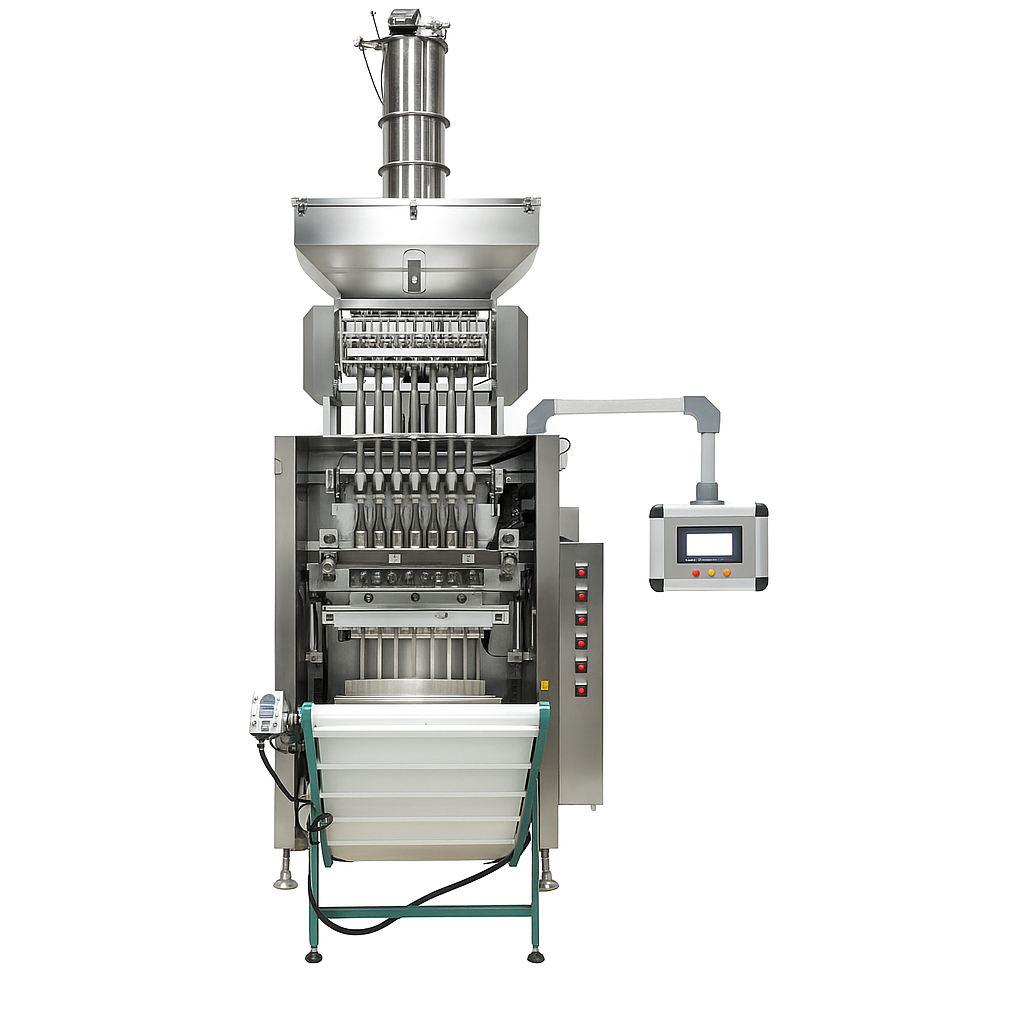
Looking ahead, the future development of this technology is closely linked to several key trends: first, flexibility and rapid changeover capabilities are becoming increasingly important to meet the demands of small-batch, personalized production; second, integration with smart factories and Industry 4.0 is the direction forward, with next-generation equipment supporting the Internet of Things (IoT), providing real-time production data, Overall Equipment Effectiveness (OEE) monitoring, and predictive maintenance; Third, adapting to sustainability requirements, it must efficiently handle various recyclable materials and precisely sized paper boxes to reduce waste; finally, as the core of a hybrid packaging production line, its seamless integration with robotic picking, vision inspection systems, and downstream case packers is critical.
In summary, a horizontal automatic cartoning machine is not merely a simple paper box forming tool; it is a dynamic intelligent system capable of adapting to diverse industry needs and modern manufacturing challenges. Investing in a machine that prioritizes flexibility, compliance, and connectivity means building a scalable, efficient, and future-oriented packaging operation system.

22
Jul
15
Jul
15
Jul
22
Jul
“The efficiency improvement is huge, saving nearly three hours of manual counting time every day, with a very high accuracy rate.”

“Easy to operate and clean, no more worries about cross-contamination.”