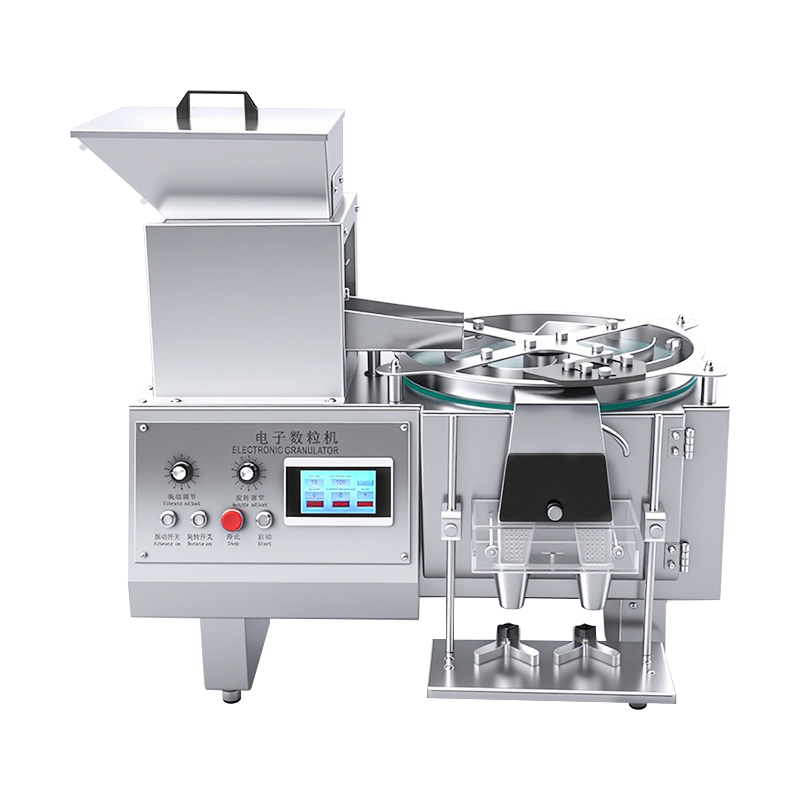
As a critical automated device, the electronic pill counter has a wide range of applications, covering multiple core areas from pharmaceutical retail to production and research and development. In retail pharmacies and independent drugstores, it is an indispensable tool for ensuring the accuracy of prescription dispensing and improving inventory management efficiency, capable of quickly processing high-volume prescriptions and reducing manual inventory errors. Hospital pharmacies and clinical institutions rely on their high-speed and precise capabilities for unit-dose packaging filling, compound drug preparation, and rapid replenishment of emergency medication carts, directly improving patient care safety and response speed.
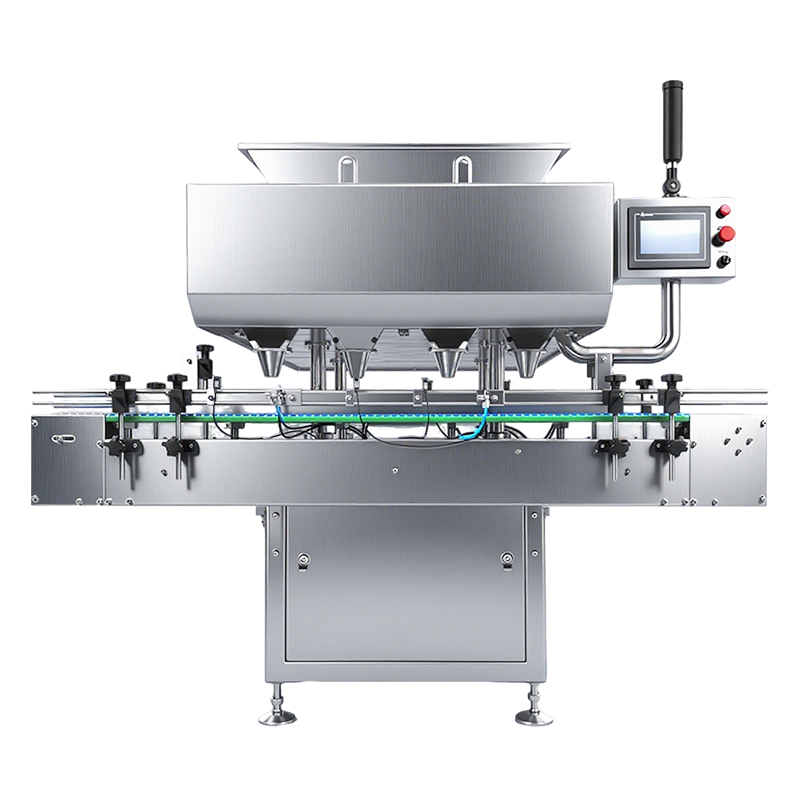
In the pharmaceutical industry, electronic tablet counters are integrated into automated production lines to perform final quantity inspections on bottling lines, batch verification of blister packaging, and factory verification of bulk products, ensuring compliance in production processes and reliability in large-scale output. Pharmaceutical research and quality control laboratories also use them for precise counting, particularly during the packaging of clinical trial medications and sample analysis, ensuring the integrity and accuracy of research data.
Additionally, this equipment is widely used in the nutritional supplement industry, veterinary medicine sector, and pharmaceutical wholesale and repackaging operations. Whether in vitamin product packaging lines, animal drug dosage allocation, or bulk pharmaceutical repackaging and sales processes, electronic tablet counters demonstrate exceptional multi-specification compatibility and high-speed processing capabilities, significantly reducing operational costs and eliminating quantity errors during distribution.

22
Jul
15
Jul
15
Jul
22
Jul
“In the past, manually counting goods was slow and prone to errors, but now it can be done in a few minutes with extremely high accuracy.”

“It's very easy to operate and can be learned quickly, saving us a lot of manpower and time costs.”