



Machine Introduction
The high-efficiency induction sealing machine from Hangzhou Ruiyi Machinery Technology Co., Ltd. represents a critical piece of packaging line equipment for manufacturers who require tamper-evident closure integrity. With 20+ years of pharmaceutical and food packaging machinery expertise, Ruiyi has engineered this induction sealer to deliver consistent, reliable foil seals that protect product freshness, prevent leakage, and provide visible evidence of container integrity from the point of manufacture to the end consumer. Induction sealing works through the principle of electromagnetic induction — a high-frequency alternating current flowing through a copper induction coil generates a rapidly changing magnetic field. When a capped container passes through or under this field, the aluminum foil layer laminated within the cap liner acts as a secondary conductor: eddy currents induced in the foil generate localized resistive heating that melts a polymer coating on the foil surface. This molten polymer bonds the foil to the container rim, creating a hermetic seal that remains intact when the consumer unscrews the cap. This technology offers distinct advantages over conventional heat sealing methods: the heating is contactless and instantaneous, the seal is created inside the cap without any mechanical contact with the container mouth, and only the aluminum foil reaches sealing temperature — the container body and its contents remain at ambient temperature throughout the process. Ruiyi's induction sealing machine is available in two primary configurations to match different production requirements. The conveyor-based model integrates into continuous bottling lines, processing capped containers as they pass beneath the induction sealing head on a motorized conveyor belt at speeds up to 200 bottles per minute. The standalone or semi-automatic model is designed for lower-volume operations or batch processing, where an operator manually positions capped containers under the sealing head for individual seal cycles. Both configurations share the same high-efficiency induction generator core with adjustable power output from 2KW to 4KW, enabling optimal sealing parameters for containers ranging from small 20mm pharmaceutical bottle caps to wide 100mm food jar lids. The machine's control system features a digital power display, automatic frequency tuning to match different foil liner specifications, and diagnostic monitoring of coil current and temperature to ensure consistent sealing quality across extended production runs. All food-contact and pharmaceutical-contact surfaces comply with GMP requirements, and the stainless steel construction with sealed electronics enclosure ensures reliable operation in washdown production environments.
Technical Parameters
Working Principle
The induction sealing process relies on Faraday's law of electromagnetic induction, executed through a precisely controlled sequence within Ruiyi's sealing machine. The process begins after the filling and capping stations: containers arrive at the induction sealer with caps already torqued to the correct tightness, each cap containing an inner liner composed of multiple layers — typically a paperboard or foam backing layer, a wax release layer, an aluminum foil disc, and a heat-sealable polymer film on the side facing the container mouth. Step one is power generation and frequency tuning: the machine's solid-state induction generator converts mains AC power into high-frequency alternating current (80-100 KHz). Before each sealing cycle, the control system performs an automatic frequency sweep to identify the resonant frequency of the induction coil-load combination, optimizing power transfer efficiency for the specific foil liner and cap configuration in use. Step two is electromagnetic field generation: the high-frequency current flows through a water-cooled copper induction coil positioned above the container conveyor path. This coil generates an intense, rapidly alternating magnetic field that penetrates through the plastic cap into the aluminum foil layer beneath. The cap material (typically PP or HDPE) is transparent to magnetic fields, allowing the field to interact directly with the foil. Step three is foil heating: the alternating magnetic field induces circular eddy currents within the aluminum foil disc. The electrical resistance of the aluminum converts these currents into localized heat via Joule heating — typically reaching 120-180 degrees Celsius within 0.2-0.8 seconds, depending on the power setting and foil thickness. This rapid, localized heating is the key advantage of induction sealing: the foil reaches sealing temperature almost instantly while the container body, the plastic cap, and the product contents remain at ambient temperature. Step four is polymer bonding: the heat from the foil melts the heat-sealable polymer layer on the underside of the foil liner. Under the clamping pressure maintained by the tightened cap, the molten polymer flows into the microscopic surface irregularities of the container rim, creating a molecular-level bond when it cools and solidifies. The wax release layer between the foil and the cap's backing material melts simultaneously, allowing the sealed foil to separate cleanly from the cap backing when the consumer removes the cap. Step five is cooling and verification: as the sealed container exits the induction field, the polymer bond cools rapidly (assisted by the water-cooled coil assembly and ambient air), solidifying into a permanent hermetic seal. Optional downstream inspection systems can verify seal integrity using pressure decay testing, visual inspection, or seal strength measurement. The entire sealing cycle from power application to bond solidification occurs in under one second per container, making induction sealing one of the fastest closure-sealing technologies available for mass production environments.
Key Features
Applications & Real-World Experience
Food Jar Sealing — Premium Sauce Producer, Italy
A family-owned premium pasta sauce producer in Emilia-Romagna adopted three Ruiyi induction sealing machines for their glass jar packaging line. The company produces artisanal tomato-based sauces, pestos, and olive tapenades in 180ml, 290ml, and 500ml glass jars with 63mm and 70mm twist-off caps. Induction sealing was specified by their export distributor for the UK and US markets, where tamper-evident seals are a retail requirement for ambient shelf-stable food products. Before implementing induction sealing, the company relied solely on the mechanical seal of the twist-off cap, which occasionally developed minor leakage during overseas shipping due to pressure changes in air freight. The Ruiyi machines were integrated directly after the hot-fill capping station, sealing jars at 80 bottles per minute while the product was still warm (approximately 65 degrees C at the sealing point). The induction sealing head height was adjusted to accommodate both jar sizes with a quick mechanical adjustment, and the HMI stored separate power and conveyor speed parameters for each product SKU. The customer's technical director reported that after implementing induction sealing, leakage complaints from export customers dropped to zero from a previous rate of approximately 0.3% of shipped units. The foil seal also added perceived value for retail consumers, who associated the tamper-evident membrane with product quality and safety. The machines have operated for over 8,000 production hours across two years with scheduled quarterly preventive maintenance and zero unplanned downtime. Ruiyi provided remote training for the customer's maintenance team and maintains a spare induction coil and power module at the customer's facility for immediate replacement if needed.
Pharmaceutical Syrup Bottle Sealing — Nigeria
A Lagos-based pharmaceutical manufacturer producing pediatric cough syrups, multivitamin liquids, and antimalarial suspensions deployed two Ruiyi induction sealing machines as part of a packaging line upgrade to meet Nigeria's NAFDAC regulatory requirements for tamper-evident pharmaceutical packaging. The production line handles 100ml and 200ml PET bottles with 28mm child-resistant caps containing induction-sealable liners. The critical regulatory requirement was that every bottle must demonstrate visible seal integrity — consumers and pharmacists must be able to verify that the medicine has not been opened or contaminated since manufacture. The Ruiyi induction sealer's consistent seal quality, verified through automated inline seal inspection downstream, ensured 100% seal integrity compliance documented in batch release records. The technical challenge in this application was maintaining consistent sealing on a line that switches between three different liquid formulations with different viscosities and fill temperatures. Ruiyi's automatic frequency tuning capability proved essential — the induction generator adjusts its operating frequency to compensate for slight variations in foil liner composition and cap torque, maintaining seal quality regardless of upstream process variations. The water-cooled coil system proved critical in Nigeria's tropical environment, where ambient temperatures regularly exceed 35 degrees C, by preventing coil overheating during 16-hour production shifts. The customer's quality assurance manager documented zero seal-related batch rejections in 18 months of operation, and the machines achieved an Overall Equipment Effectiveness (OEE) rating of 94%, significantly above the facility average of 82% for packaging equipment. Ruiyi's Lagos-based distributor provides local technical support and maintains a consignment stock of critical spare parts.
Cosmetic Cream Jar Sealing — South Korea
A Seoul-based K-beauty brand producing premium facial creams, sleeping masks, and eye creams in 30ml, 50ml, and 100ml acrylic jars integrated a Ruiyi induction sealing machine into their contract manufacturing partner's packaging line. The brand's export strategy targeting European and North American markets required tamper-evident seals on all jar products — both for consumer safety perception and to prevent product leakage during international shipping where cargo holds experience pressure and temperature fluctuations. The application required sealing 45mm and 55mm diameter jar mouths with foil liners embedded in PP screw caps, operating at 60 jars per minute. A specific quality requirement from the brand was that the foil seal must peel away cleanly without leaving foil residue on the jar rim — a cosmetic defect that negatively impacts consumer perception of a premium-priced product. Ruiyi worked with the customer's cap supplier to specify a liner construction with an optimized wax release layer and polymer film thickness that balances seal strength with clean peelability. The induction power settings were calibrated through iterative testing at Ruiyi's factory using sample jars and caps provided by the customer, with the final parameter settings validated by peel-strength testing per ASTM F88 standards. The production validation confirmed consistent seal strength of 12-15 N/25mm peel force across all jar sizes — exceeding the customer's minimum specification of 8 N/25mm. The machine's compact footprint allowed integration into the existing packaging line without facility modification. The contract manufacturer subsequently ordered two additional Ruiyi induction sealers for other product lines based on the successful validation and reliable operation of the first installation over 10 months of continuous production.
Quality Assurance & Certifications
Hangzhou Ruiyi Machinery Technology Co., Ltd. manufactures each induction sealing machine under an ISO 9001:2015 certified quality management system with a rigorous factory acceptance testing protocol. Every machine undergoes comprehensive pre-shipment testing including: induction generator full-load testing across the entire power range (2-4KW) with continuous operation for a minimum of 4 hours, automatic frequency tuning verification with three different foil liner types, water cooling system function testing including flow rate verification, leak testing, and temperature stability measurement under sustained load, sealing quality validation using standardized test containers across the full cap diameter range (20mm to 100mm) with seal integrity verified by vacuum leak testing and peel strength measurement, conveyor speed accuracy and consistency testing, all electrical safety tests per IEC 60204-1 for machinery electrical equipment including ground bond, insulation resistance, and high-potential (hipot) testing, and CE Directive compliance for electromagnetic compatibility (EMC) and low voltage directive (LVD). Each machine ships with comprehensive documentation: induction generator test report with recorded power curve data, water cooling system test certificate, electrical safety test certificate, CE Declaration of Conformity, detailed operation and maintenance manual (English and Chinese) including foil liner specification guidelines for different container materials, electrical and plumbing schematic diagrams, and recommended spare parts list with part numbers and replacement intervals. Ruiyi's 10-person R&D team, supported by the company's 70+ employees and extensive field experience from installations across 50+ countries, continuously refines induction coil geometry for improved field uniformity, develops firmware updates for the frequency auto-tuning algorithm, and evaluates new solid-state power semiconductor technologies to improve generator efficiency. The company sources critical components — induction generator power modules, IGBT semiconductors, PLC controllers, and cooling system pumps — from globally recognized suppliers with documented quality certifications. For pharmaceutical customers requiring GMP validation, Ruiyi offers optional documentation packages including Factory Acceptance Test (FAT) protocols, Site Acceptance Test (SAT) protocols, Installation Qualification (IQ) and Operational Qualification (OQ) documentation, and seal validation guidance with reference to ASTM F88 (seal strength), ASTM F2096 (bubble leak), and ASTM F2338 (vacuum decay) test methods.
Frequently Asked Questions
1. How does induction sealing compare with conventional heat sealing?
Induction sealing offers several distinct advantages over conventional conduction or convection heat sealing methods. First, induction heating is contactless — the induction coil never touches the container or cap, eliminating the need for heated sealing bars or platens that require precise temperature control and can burn or deform plastic caps. Second, induction heating is instantaneous and targeted — only the aluminum foil layer heats to sealing temperature (120-180 degrees C), while the container body and product contents remain at ambient temperature. Conventional heat sealing applies heat through the container wall or cap, which can thermally degrade heat-sensitive products and requires cooling time before handling. Third, induction sealing is energy-efficient — power is applied only during the fraction of a second when the container is under the coil, compared to conventional methods that must maintain heated elements at sealing temperature continuously. Fourth, induction sealing produces a hermetic (airtight) seal with clear tamper evidence, whereas conventional heat sealing of caps typically relies on a compression gasket that may not provide a visible tamper-evident feature. The trade-off is that induction sealing requires caps with foil-containing liners and a compatible induction generator, whereas conventional methods may have simpler consumable requirements. For pharmaceutical and food applications where tamper evidence, hermetic sealing, and thermal product protection are critical requirements, induction sealing is the industry-standard technology.
2. What types of caps and liners are required for induction sealing?
Induction sealing requires caps containing a multi-layer induction liner. A typical induction liner consists of four layers from top to bottom: a pulpboard or foam backing layer (provides compression and cushioning), a wax or polymer release layer (melts during sealing to allow clean foil separation from the cap), an aluminum foil disc (the inductive heating element, typically 20-40 microns thick), and a heat-sealable polymer film (typically LDPE, EVA, or PET-based, 30-50 microns thick) on the container-contact side. Different container materials require different heat-sealable polymers: LDPE-based films bond best to LDPE and HDPE bottles, EVA-based films bond to PP containers, and PET-based films bond to PET containers. Glass containers typically use a universal LDPE/EVA blend liner that bonds to the glass surface after flame treatment or silane coating. Ruiyi provides a liner selection guide and can test customer-provided caps and containers at our factory to validate compatibility before machine delivery. The cap itself can be continuous-thread, child-resistant, or tamper-evident design, provided it applies sufficient downward pressure on the liner during the sealing process to ensure polymer melt flow into the container rim surface. Caps must have adequate headspace above the liner to accommodate the induction coil clearance — typically a minimum of 3mm between the top of the foil liner and the inside of the cap crown.
3. What is the difference between the conveyor and standalone configurations?
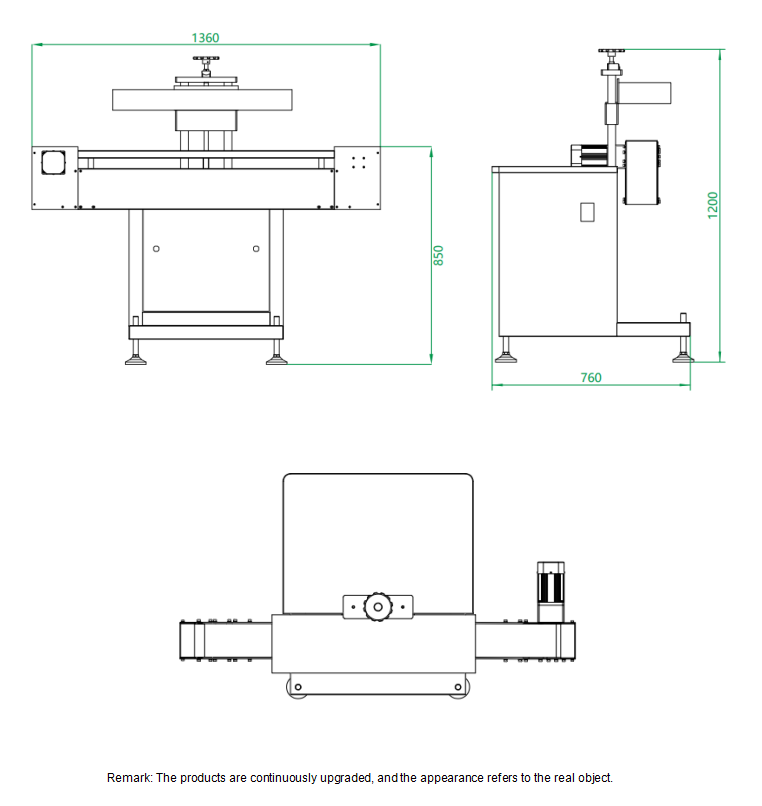
Ruiyi offers two induction sealing machine configurations to match different production scales. The conveyor-based model is designed for inline continuous production and integrates between the capping station and downstream packaging equipment. Containers travel on a motorized conveyor belt (0-12 m/min adjustable speed) and pass under the induction sealing head in a continuous flow, achieving 50-200 containers per minute depending on cap size and power settings. This model includes adjustable guide rails, a conveyor height adjustable from 850mm ±50mm for line synchronization, and PLC I/O interfaces for upstream/downstream machine communication. The standalone model is designed for lower-volume or batch processing operations. It features a stationary sealing head mounted on an adjustable height column, and the operator manually places each capped container under the coil and initiates the seal cycle via foot pedal or push button. Seal cycle time is typically 0.5-2 seconds per container depending on cap size. The standalone model uses the same induction generator technology and adjustable power settings as the conveyor model. The standalone configuration can be upgraded to a semi-automatic setup with a short infeed conveyor and container positioning fixture for improved ergonomics and throughput in medium-volume applications. Both configurations share identical sealing quality, power control, and diagnostic capabilities.
4. How do I verify that the induction seal is effective?
Seal quality verification can be performed at several levels from in-process monitoring to laboratory testing. On-machine monitoring: Ruiyi's induction sealer continuously monitors coil current and power output during each seal cycle. Any deviation outside programmed tolerance triggers an alarm and, if configured, a container reject mechanism. This provides real-time assurance that each container received the correct sealing energy. Visual inspection: after sealing, the foil membrane should appear flat and uniformly bonded to the container rim with no wrinkles, bubbles, or unsealed areas. A properly sealed liner separates cleanly from the cap backing when the cap is removed. Destructive testing: periodic destructive tests should be performed on production samples. A vacuum leak test (per ASTM D3078 or ASTM F2338) places the sealed container in a vacuum chamber filled with water; bubble streams indicate leaks. Peel strength testing (per ASTM F88) measures the force required to separate the foil from the container rim — typical acceptable values are 8 N/25mm minimum for pharmaceutical applications and 6 N/25mm minimum for food products. Dye penetration testing uses a colored dye solution applied to the seal area; dye penetration through the seal indicates incomplete bonding. For pharmaceutical GMP operations, Ruiyi can supply IQ/OQ documentation and seal validation protocols. For inline quality control, Ruiyi offers optional downstream inspection modules including seal gap detection (visual), pressure decay testing, and container weight verification for fill-level monitoring before sealing.