



مقدمة عن الجهاز
آلة إغلاق التحريض عالية الكفاءة من شركة هانغتشو رويي لتكنولوجيا الماكينات المحدودة تمثّل جزءاً حاسماً من معدات خط التعبئة والتغليف للمصنّعين الذين يحتاجون إلى ضمان سلامة الإغلاقات التي تُظهر أي محاولة للتلاعب. وبفضل خبرتها التي تزيد على ٢٠ عاماً في مجال آلات التعبئة والتغليف للأدوية والمواد الغذائية، صمّمت شركة رويي هذه الآلة لإغلاق التحريض بحيث تُوفّر إغلاقات موثوقة ومستقرة باستخدام الأغشية الرقيقة (الفويل)، ما يحمي نضارة المنتج ويمنع التسرب، ويقدّم دليلاً مرئياً على سلامة العبوة من لحظة التصنيع وحتى وصولها إلى المستهلك النهائي. ويعتمد إغلاق التحريض على مبدأ الحث الكهرومغناطيسي: حيث يولّد تيار متناوب عالي التردد يمر عبر ملف نحاسي للتحريض مجالاً مغناطيسياً يتغيّر بسرعة كبيرة. وعند مرور العبوة المغلقة أو اجتيازها هذا المجال، تعمل طبقة الألومنيوم الرقيقة المدمجة داخل بطانة الغطاء كموصل ثانوي؛ فتولّد التيارات الدوامية المتولدة في الفويل حرارة مقاومية موضعية تذيب طبقة بوليمرية على سطح الفويل. وتلتصق هذه الطبقة البوليمرية المصهورة بالحافة العلوية للعبوة، مكوّنةً إغلاقاً محكماً يبقى سليماً عند فك المستهلك للغطاء. وتتميّز هذه التكنولوجيا بعدة مزايا واضحة مقارنةً بطرق الإغلاق الحراري التقليدية: فالتسخين يتم دون تلامس وفوري تماماً، ويتكوّن الإغلاق داخل الغطاء دون أي تلامس ميكانيكي مع فتحة العبوة، كما أن درجة الحرارة اللازمة للإغلاق تصل فقط إلى طبقة الألومنيوم الرقيقة، بينما تبقى جسم العبوة ومحتوياتها عند درجة حرارة الغرفة طوال العملية برمتها. وتتوفر آلة إغلاق التحريض من رويي في نموذجين رئيسيين ليتناسب كل منهما مع متطلبات الإنتاج المختلفة. فالنموذج القائم على الناقل يتكامل مع خطوط التعبئة المستمرة للزجاجات، حيث تمر العلب المغلقة تحت رأس الإغلاق بالتحريض وهي محمولة على حزام ناقل كهربائي بسرعات تصل إلى ٢٠٠ زجاجة في الدقيقة. أما النموذج المنفصل أو شبه الآلي فهو مصمّم للعمليات ذات الحجم الأقل أو المعالجة الدفعية، حيث يقوم المشغل يدوياً بوضع العلب المغلقة تحت رأس الإغلاق لتنفيذ دورة إغلاق فردية لكل عبوة. وكلا النموذجين يستخدمان نفس وحدة التوليد بالتحريض عالية الكفاءة، مع إمكانية ضبط قوة الخرج بين ٢ كيلوواط و٤ كيلوواط، ما يتيح تحديد أفضل معايير الإغلاق للعبوات التي تتراوح أقطار أغطيتها بين ٢٠ ملم للزجاجات الصيدلانية الصغيرة و١٠٠ ملم لأغطية الجرار الغذائية الواسعة. ويتميز نظام التحكم في الآلة بشاشة رقمية لعرض القدرة، وضبط تلقائي للتردد ليتلاءم مع مواصفات بطانات الفويل المختلفة، بالإضافة إلى مراقبة تشخيصية لتيار الملف ودرجة حرارته لضمان ثبات وجودة الإغلاق خلال دورات الإنتاج الطويلة. وتخضع جميع الأسطح التي تتلامس مع المواد الغذائية أو الأدوية لمتطلبات ممارسات التصنيع الجيدة (GMP)، كما أن هيكل الآلة المصنوع من الفولاذ المقاوم للصدأ مع غلاف مغلق للإلكترونيات يضمن تشغيلها الموثوق في بيئات الإنتاج التي تتطلب غسل المعدات.
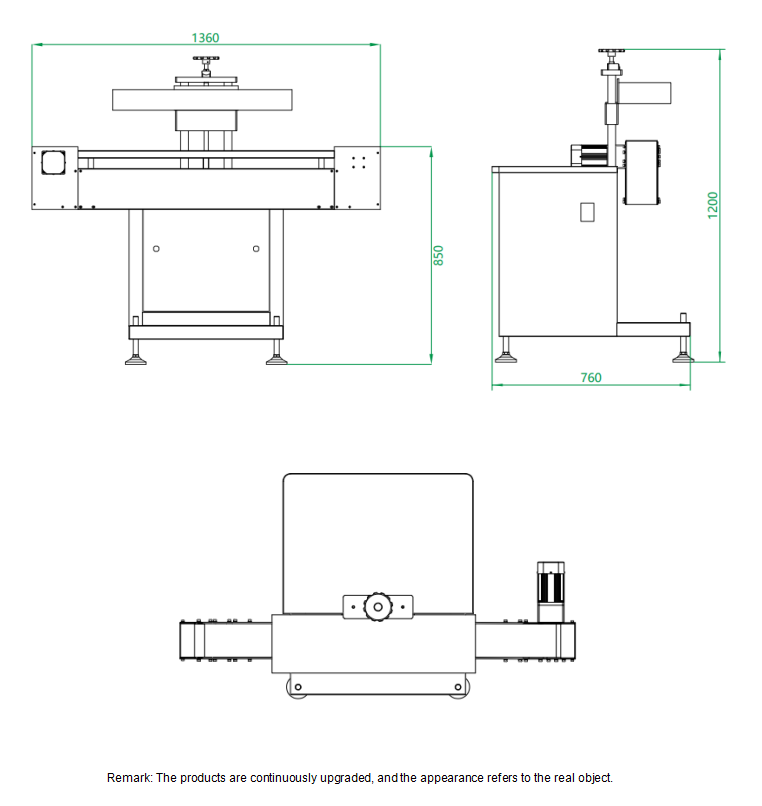
المعلمات الفنية
مبدأ العمل
يعتمد عملية الإغلاق بالحث على قانون فاراداي للحث الكهرومغناطيسي، وتُنفَّذ عبر تسلسل دقيق التحكم داخل جهاز الإغلاق بالحث من شركة رويي. وتبدأ هذه العملية بعد محطتي التعبئة والغطاء: حيث تصل الحاويات إلى جهاز الإغلاق بالحث وقد تم تشديد الغطاء عليها بالعزم المناسب بالفعل، ويحتوي كل غطاء على طبقة داخلية متعددة الطبقات — وعادةً ما تتكون من طبقة خلفية من الورق المقوى أو الرغوة، وطبقة شمعية لتسهيل الانفصال، وقرص رقيق من الألمنيوم، وطبقة بوليمرية قابلة للإغلاق الحراري على الجانب المواجه لفتحة الحاوية. أما المرحلة الأولى فهي توليد الطاقة وضبط التردد: حيث يقوم مولد الحث الحالة الصلبة في الجهاز بتحويل تيار التيار المتناوب من الشبكة الكهربائية إلى تيار متناوب عالي التردد (بين ٨٠ و١٠٠ كيلوهرتز). وقبل كل دورة إغلاق، يقوم نظام التحكم بإجراء مسح تلقائي للتردد لتحديد التردد الرنيني لمجموعة ملف الحث والحمل، وذلك لتحسين كفاءة نقل الطاقة حسب تكوين القرص الرقيق من الألمنيوم والغطاء المستخدمين تحديدًا. والمرحلة الثانية هي توليد المجال الكهرومغناطيسي: حيث يمر التيار عالي التردد عبر ملف حث نحاسي مبرَّد بالماء، وموضعه فوق مسار ناقل الحاويات. ويولِّد هذا الملف مجالًا مغناطيسيًّا شديدًا ومتغيرًا بسرعة، يخترق الغطاء البلاستيكي ليصل إلى طبقة الألمنيوم الموجودة أسفله. وبما أن مادة الغطاء (عادةً ما تكون بوليبروبيلين PP أو بولي إيثيلين عالي الكثافة HDPE) شفافة أمام المجالات المغناطيسية، فإن المجال يتفاعل مباشرةً مع طبقة الألمنيوم. والمرحلة الثالثة هي تسخين طبقة الألمنيوم: حيث يُحدث المجال المغناطيسي المتغير تيارات دوامية دائرية داخل قرص الألمنيوم. وتتحول هذه التيارات إلى حرارة موضعية بفضل مقاومة الألمنيوم الكهربائية عبر ظاهرة التسخين الجولي — وعادةً ما تصل درجة الحرارة إلى ما بين ١٢٠ و١٨٠ درجة مئوية خلال فترة تتراوح بين ٠٫٢ و٠٫٨ ثانية، وفقًا لإعدادات القدرة وسمك القرص الرقيق. وهذه الحرارة الموضعية السريعة هي الميزة الأساسية للإغلاق بالحث: إذ تصل طبقة الألمنيوم إلى درجة حرارة الإغلاق فورًا تقريبًا، بينما تبقى جدران الحاوية والغطاء البلاستيكي ومحتويات الحاوية عند درجة حرارة الغرفة. والمرحلة الرابعة هي ربط البوليمر: حيث تذيب الحرارة المنقولة من طبقة الألمنيوم الطبقة البوليمرية القابلة للإغلاق الحراري الموجودة على الجانب السفلي من الطبقة الداخلية. وبفضل ضغط التثبيت الذي يوفره الغطاء المشدود، تنسكب المادة البوليمرية المصهورة في التعرجات المجهرية الموجودة على حافة فتحة الحاوية، لتُكوِّن رابطة جزيئية عند تبريد المادة وتصلبها. وفي الوقت نفسه، تذوب الطبقة الشمعية لتسهيل الانفصال بين طبقة الألمنيوم وطبقة الخلفية في الغطاء، مما يسمح بانفصال طبقة الألمنيوم المغلقة عن خلفية الغطاء بشكل نظيف عند فتح المستهلك للغطاء. والمرحلة الخامسة هي التبريد والتحقق: وعند خروج الحاوية المغلقة من مجال الحث، تبرد رابطة البوليمر بسرعة (بمساعدة وحدة الملف المبرَّد بالماء والهواء المحيط)، لتتصلب مكوِّنة سدًّا محكمًا دائمًا. ويمكن لأنظمة الفحص الاختيارية اللاحقة التحقق من سلامة الإغلاق باستخدام اختبار انخفاض الضغط، أو الفحص البصري، أو قياس قوة الإغلاق. ويتم إنجاز دورة الإغلاق الكاملة — من تطبيق الطاقة حتى تصلب الرابطة — في أقل من ثانية واحدة لكل حاوية، ما يجعل الإغلاق بالحث أحد أسرع تقنيات إغلاق الأغطية المتاحة في بيئات الإنتاج الضخم.
الميزات الرئيسية
التطبيقات والخبرة الواقعية
إغلاق علب الأغذية — منتج صلصة راقٍ، إيطاليا
اعتمدت شركة إيطالية عائلية متخصصة في إنتاج صلصات الباستا الفاخرة في منطقة إميليا-رومانيا ثلاث آلات لختم الإشارات بالحث من شركة Ruiyi في خط تعبئة الجرار الزجاجية الخاص بها. وتُنتج الشركة صلصات طماطم يدوية الصنع، وصلصات البيستو، وخلطات الزيتون المخللة في جرار زجاجية سعة ١٨٠ مل و٢٩٠ مل و٥٠٠ مل، مزودة بأغطية دوّارة بقطر ٦٣ مم و٧٠ مم. وقد حدد الموزّع التصديرى للشركة في المملكة المتحدة والولايات المتحدة ختم الحث كشرطٍ إلزامي، نظراً لأن الختم الواضح ضد العبث يُعد شرطاً تجارياً أساسياً للمنتجات الغذائية المستقرة على الرفوف في الظروف الغرفة في هذين السوقين. وقبل تطبيق تقنية الختم بالحث، اعتمدت الشركة حصرياً على الختم الميكانيكي الناتج عن الغطاء الدوار، الذي كان يُسبب أحياناً تسرباً طفيفاً أثناء الشحن الدولي جواً بسبب تغيرات الضغط في حجرات الطائرات. وتم دمج آلات Ruiyi مباشرةً بعد محطة التغطية الساخنة، حيث تم ختم الجرار بمعدل ٨٠ جرّة في الدقيقة بينما كانت درجة حرارة المنتج لا تزال مرتفعة (حوالي ٦٥ درجة مئوية عند نقطة الختم). كما تم ضبط ارتفاع رأس الختم بالحث ليتكيّف مع حجمي الجرار، وذلك عبر تعديل ميكانيكي سريع، فيما خزّنت واجهة التشغيل البشرية (HMI) معايير منفصلة للطاقة وسرعة الناقل لكل رمز من رموز المنتجات (SKU). وأفاد المدير التقني للعميل بأن شكاوى التسرب من العملاء المصدِّرين انخفضت إلى الصفر بعد تطبيق ختم الحث، مقارنةً بنسبة سابقة بلغت حوالي ٠,٣٪ من إجمالي الوحدات المشحونة. كما ساهم الختم الألمنيومي في رفع القيمة المدركة لدى المستهلكين في قنوات البيع بالتجزئة، الذين ربطوا الغشاء الواضح ضد العبث بجودة المنتج وسلامته. وقد عملت الآلات لأكثر من ٨٠٠٠ ساعة إنتاجية خلال عامين، مع إجراء صيانة وقائية روتينية كل ثلاثة أشهر، دون أي توقف غير مخطط له. وقدمت شركة Ruiyi تدريباً عن بُعد لفريق الصيانة لدى العميل، كما تحتفظ بملف استبدال يحتوي على ملف حث احتياطي ووحدة طاقة احتياطية في موقع العميل للاستبدال الفوري عند الحاجة.
إغلاق زجاجات شراب الأدوية — نيجيريا
شركة صيدلانية مقرها لاغوس تُصنّع شراب السعال للأطفال، وسوائل الفيتامينات المتعددة، والمحاليل المضادة للملاريا، وقامت بتركيب جهازي ختم بالحث من شركة Ruiyi كجزء من ترقية خط التعبئة لتلبية متطلبات هيئة تنظيم الأدوية والغذاء النيجيرية (NAFDAC) التنظيمية المتعلقة بالتغليف الصيدلاني الذي يُظهر آثار العبث. ويتعامل خط الإنتاج مع عبوات بلاستيكية من مادة البولي إيثيلين تيرفثالات (PET) سعة 100 مل و200 مل، ومزودة بأغطية مقاومة لفتح الأطفال قطرها 28 مم، تحتوي على بطانات قابلة للختم بالحث. وكان الشرط التنظيمي الأساسي هو أن تُظهر كل عبوة سلامة الختم بشكل مرئي، بحيث يستطيع المستهلكون والصيادلة التأكد من أن الدواء لم يُفتح أو يتلوث منذ تصنيعه. وقد كفلت جودة الختم المتسقة التي يوفرها جهاز الختم بالحث من شركة Ruiyi، والتي تم التحقق منها عبر فحص تلقائي للختم على الخط بعد عملية الختم، تحقيق الامتثال الكامل لسلامة الختم بنسبة 100%، مع توثيق ذلك في سجلات إصدار الدفعات. أما التحدي التقني في هذا التطبيق فقد كان الحفاظ على ختم متسق على خط إنتاج يتحول بين ثلاث تركيبات سائلة مختلفة ذات لزوجات ودرجات حرارة تعبئة متفاوتة. وبما أن وظيفة ضبط التردد التلقائي المتوفرة في جهاز Ruiyi كانت حاسمةً، فإن مولد الحث يضبط تردده التشغيلي تلقائيًا لتعويض التغيرات الطفيفة في تركيب بطانة الألمنيوم وعزم تشديد الغطاء، مما يحافظ على جودة الختم بغض النظر عن التغيرات في العمليات السابقة على خط الإنتاج. كما كانت نظام ملف التبريد بالماء حاسمًا في البيئة الاستوائية النيجيرية، حيث تتجاوز درجات الحرارة المحيطة بانتظام 35 درجة مئوية، إذ منع ارتفاع درجة حرارة الملف أثناء نوبات الإنتاج التي تستمر 16 ساعة. ووثّق مدير ضمان الجودة لدى العميل عدم حدوث أي رفض لدفعات بسبب مشكلات في الختم خلال 18 شهرًا من التشغيل، وحققت الآلات معدل فعالية المعدات الشاملة (OEE) بنسبة 94%، وهي نسبة أعلى بكثير من متوسط المنشأة البالغ 82% لأجهزة التعبئة. ويقدّم الموزّع المحلي لشركة Ruiyi في لاغوس دعمًا فنيًّا محليًّا، ويحتفظ بمخزون استهلاكي من القطع الغيار الحرجة.
ختم علبة كريم تجميلي — كوريا الجنوبية
علامة كورية جنوبية للجمال مقرها سيول، تُنتج كريمات وجه فاخرة وأقنعة ليلية وكريمات للعين بسعة ٣٠ مل و٥٠ مل و١٠٠ مل في عبوات أكريليك، ودمجت هذه العلامة جهاز إغلاق بالحث من شركة رويي في خط التعبئة والتغليف الخاص بشريكها المصنّع بالوكالة. وتطلّب نهج العلامة الاستراتيجي للتصدير إلى الأسواق الأوروبية والأمريكية الشمالية وجود أغطية تدل على أي محاولة لفتح العبوة (أغطية تكشف عن العبث) على جميع العبوات الزجاجية — سواءً لتعزيز إدراك المستهلكين للأمان أو لمنع تسرب المنتج أثناء الشحن الدولي، حيث تتعرض حجرات الشحن لتقلبات في الضغط ودرجة الحرارة. وتطلّبت العملية إغلاق فتحات العبوات ذات القطر ٤٥ مم و٥٥ مم باستخدام بطانات ألمنيوم مدمجة داخل أغطية لولبية مصنوعة من البوليبروبيلين، وبمعدل تشغيل قدره ٦٠ عبوة في الدقيقة. وكان من المتطلبات النوعية الخاصة التي حدّدتها العلامة أن تُزال بطانة الألمنيوم بسلاسة تامة دون ترك أي بقايا منها على حافة العبوة — وهي عيب جمالي يؤثر سلبًا على إدراك المستهلك لجودة منتج يُباع بسعر فاخر. وعملت شركة رويي مع مورد الأغطية الخاص بالعميل لتحديد تركيب البطانة بحيث تتضمّن طبقة شمعية محسّنة للإطلاق وسمك غشاء بوليمر مناسب، مما يوازن بين قوة الإغلاق وقدرة الإزالة النظيفة. وتم معايرة إعدادات طاقة الحث عبر اختبارات تكرارية في مصنع رويي باستخدام عينات من العبوات والأغطية المقدمة من العميل، وتم التحقق من الإعدادات النهائية للمعاملات بواسطة اختبار قوة الإزالة وفق معيار ASTM F88. وأكدت عملية التحقق من الإنتاج اتساق قوة الإغلاق عند مستوى يتراوح بين ١٢ و١٥ نيوتن/٢٥ مم في جميع أحجام العبوات — وهو ما يفوق الحد الأدنى المطلوب من العميل والبالغ ٨ نيوتن/٢٥ مم. كما سمح التصميم المدمج للجهاز بدمجه في خط التعبئة والتغليف القائم دون الحاجة إلى إدخال أي تعديلات على المرافق. وبناءً على نجاح عملية التحقق والتشغيل الموثوق للتركيب الأول على مدى ١٠ أشهر من الإنتاج المستمر، طلب المصنع بالوكالة بعد ذلك جهازي إغلاق بالحث الإضافيين من شركة رويي لخطوط إنتاج أخرى.
ضمان الجودة والشهادات
تُصنّع شركة هانغتشو رويي لتكنولوجيا الماكينات المحدودة كل جهاز لختم التحريض وفق نظام إدارة الجودة المعتمد وفق معيار ISO 9001:2015، وببروتوكول صارم لاختبار قبول المصنع. ويُخضع كل جهاز لاختبار شامل قبل الشحن يشمل ما يلي: اختبار مولد التحريض عند الحمل الكامل عبر كامل نطاق القدرة (2–4 كيلوواط) مع التشغيل المتواصل لمدة لا تقل عن ٤ ساعات، والتحقق من عملية ضبط التردد التلقائي باستخدام ثلاثة أنواع مختلفة من بطانات الأغطية المعدنية (الألمنيوم)، واختبار وظائف نظام التبريد بالماء بما في ذلك التحقق من معدل التدفق واختبار التسرب وقياس استقرار درجة الحرارة تحت حمل مستمر، والتحقق من جودة الختم باستخدام عبوات اختبار قياسية تغطي كامل نطاق أقطار الأغطية (من ٢٠ مم إلى ١٠٠ مم)، مع التأكد من سلامة الختم عبر اختبار التسرب بالفراغ وقياس مقاومة السحب (Peel Strength)، واختبار دقة وثبات سرعة الناقل، وجميع اختبارات السلامة الكهربائية وفق معيار IEC 60204-1 لمعدات الماكينات الكهربائية، ومنها اختبار اتصال الأرض، واختبار مقاومة العزل، واختبار الجهد العالي (Hipot)، وتوافق الجهاز مع توجيهات الاتحاد الأوروبي CE الخاصة بالتوافق الكهرومغناطيسي (EMC) وتوجيه الجهد المنخفض (LVD). ويُرفق بكل جهاز وثائق شاملة تشمل: تقرير اختبار مولد التحريض مع بيانات منحنى القدرة المسجلة، وشهادة اختبار نظام التبريد بالماء، وشهادة اختبار السلامة الكهربائية، وإعلان التوافق مع متطلبات CE، ودليل التشغيل والصيانة التفصيلي (باللغتين الإنجليزية والصينية) الذي يتضمن إرشادات مواصفات بطانات الأغطية المعدنية حسب نوع مواد العبوات، والمخططات التفصيلية الكهربائية وأنابيب التبريد، وقائمة قطع الغيار الموصى بها مع أرقام الأجزاء وفترات الاستبدال. ويتألف فريق البحث والتطوير في شركة رويي من ١٠ أشخاص، ويدعمه ٧٠ موظفًا آخرين في الشركة، بالإضافة إلى خبرة ميدانية واسعة اكتسبتها الشركة من تركيبات أنجزتها في أكثر من ٥٠ دولة، ويقوم الفريق باستمرار بتحسين هندسة ملف التحريض لتحقيق تجانس أفضل في المجال المغناطيسي، وتطوير تحديثات البرامج الثابتة (Firmware) للخوارزمية التلقائية لضبط التردد، وتقييم تقنيات أشباه الموصلات الصلبة الجديدة لتحسين كفاءة المولد. وتستورد الشركة المكونات الحرجة — مثل وحدات طاقة مولد التحريض، وأشباه الموصلات IGBT، ووحدات التحكم المنطقية القابلة للبرمجة (PLC)، ومضخات نظام التبريد — من موردين عالميين معروفين يمتلكون شهادات جودة موثَّقة. أما بالنسبة للعملاء الصيدليين الذين يتطلبون التحقق من الامتثال لمبادئ التصنيع الجيد (GMP)، فإن شركة رويي تقدِّم حزم وثائق اختيارية تشمل بروتوكولات اختبار قبول المصنع (FAT)، وبروتوكولات اختبار قبول الموقع (SAT)، ووثائق مؤهلية التركيب (IQ) ومؤهلية التشغيل (OQ)، وإرشادات التحقق من جودة الختم مع الإشارة إلى أساليب الاختبار القياسية ASTM F88 (مقاومة الختم)، وASTM F2096 (اختبار التسرب بالفقاعات)، وASTM F2338 (اختبار تحلل الفراغ).
الأسئلة الشائعة
١. كيف تقارن ختم الحث مع الختم الحراري التقليدي؟
يُقدِّم إغلاق التحريض عدَّة مزايا واضحةً مقارنةً بطرق الإغلاق الحراري التقليدية التي تعتمد على التوصيل أو الحمل الحراري. أولاً، يُعدُّ التسخين بالتحريض طريقةً لا تتطلب تماساً — إذ لا يلامس ملف التحريض الحاويةَ أو الغطاءَ أبداً، ما يلغي الحاجة إلى أشرطة أو ألواح إغلاق مُسخَّنة تتطلَّب تحكُّماً دقيقاً في درجة الحرارة وقد تؤدي إلى احتراق أو تشويه أغطية البلاستيك. ثانياً، يتميَّز التسخين بالتحريض بأنه فوريٌّ وموجَّهٌ بدقة — حيث يسخن طبقة الألومنيوم الرقيقة فقط إلى درجة حرارة الإغلاق (120–180 درجة مئوية)، بينما تبقى جسم الحاوية والمحتويات داخلها عند درجة حرارة الغرفة. أما الإغلاق الحراري التقليدي فينقل الحرارة عبر جدار الحاوية أو الغطاء، ما قد يؤدي إلى تحلُّل حراري للمنتجات الحساسة للحرارة ويستلزم وقت تبريد قبل التعامل مع الحاويات. ثالثاً، يمتاز الإغلاق بالتحريض بكفاءته العالية في استهلاك الطاقة — إذ تُوفَّر الطاقة فقط خلال جزء من الثانية الذي تمرُّ فيه الحاوية تحت الملف، على عكس الطرق التقليدية التي تتطلَّب الحفاظ المستمر على عناصر التسخين عند درجة حرارة الإغلاق. رابعاً، يُنتج الإغلاق بالتحريض ختماً محكماً (مضاداً للتسرب الهوائي) مع دليل واضح على كسر الختم، بينما يعتمد الإغلاق الحراري التقليدي للأغطية عادةً على حشوة ضغط قد لا توفِّر ميزة مرئية لكشف التلاعب. والمقابل لهذا هو أن الإغلاق بالتحريض يتطلَّب أغطيةً تحتوي على بطانات رقيقة من الألومنيوم ومولِّداً للتحريض المتوافق معها، في حين قد تكون متطلبات المواد الاستهلاكية في الطرق التقليدية أبسط. ولتطبيقات الصيدلة والأغذية، حيث تُعَدُّ ميزات كشف التلاعب، والإحكام الكامل للختم، وحماية المنتج من التأثيرات الحرارية شروطاً أساسيةً، فإن الإغلاق بالتحريض يُعتبر التكنولوجيا القياسية المتبعة في هذا المجال.
٢. ما أنواع الغطاء والبطانات المطلوبة لختم التحريض؟
يتطلب الإغلاق بالحث استخدام أغطية تحتوي على بطانة حثية متعددة الطبقات. وتتكون البطانة الحثية النموذجية عادةً من أربع طبقات، من الأعلى إلى الأسفل: طبقة داعمة من الورق المقوى أو الرغوة (توفر الضغط والوسادة)، وطبقة إفراج من الشمع أو البوليمر (تذوب أثناء عملية الإغلاق لتسمح بفصل نظيف للرقاقة المعدنية عن الغطاء)، وقرص رقائق ألمنيوم (يعمل كعنصر تسخين حثي، وغالبًا ما يكون سمكه ٢٠–٤٠ ميكرون)، وطبقة بوليمرية قابلة للإغلاق الحراري (عادةً ما تكون من البولي إيثيلين منخفض الكثافة LDPE أو الإيثيلين-أسيتيت الفينيل EVA أو البولي إيثيلين تيرفتاليت PET، وسمكها ٣٠–٥٠ ميكرون) على الجانب الملامس للوعاء. وتحتاج مواد الأوعية المختلفة إلى بوليمرات قابلة للإغلاق الحراري مختلفة: فالأغشية القائمة على البولي إيثيلين منخفض الكثافة LDPE تلتصق أفضل ما يمكن بالأوعية المصنوعة من البولي إيثيلين منخفض الكثافة LDPE والبولي إيثيلين عالي الكثافة HDPE، بينما تلتصق الأغشية القائمة على الإيثيلين-أسيتيت الفينيل EVA بالأوعية المصنوعة من البولي بروبلين PP، وتلتصق الأغشية القائمة على البولي إيثيلين تيرفتاليت PET بالأوعية المصنوعة من البولي إيثيلين تيرفتاليت PET. أما الأوعية الزجاجية فتستخدم عادةً بطانة عالمية مكوَّنة من خليط من البولي إيثيلين منخفض الكثافة LDPE والإيثيلين-أسيتيت الفينيل EVA، والتي تلتصق بالسطح الزجاجي بعد معالجته باللهب أو بتغطيته بطبقة سيلان. وتقدِّم شركة Ruiyi دليلًا لاختيار البطانات، ويمكنها اختبار الأغطية والأوعية المقدمة من العملاء في مصنعنا للتحقق من التوافق قبل تسليم الجهاز. ويمكن أن يكون الغطاء نفسه من النوع ذي الخيط المستمر أو من النوع المقاوم لفتح الأطفال أو من النوع الذي يُظهر أي محاولة للفتح، شريطة أن يمارس ضغطًا رأسيًّا كافيًا على البطانة أثناء عملية الإغلاق لضمان تدفق البوليمر المنصهر إلى سطح حافة الوعاء. ويجب أن يحتوي الغطاء على مساحة كافية فوق البطانة لاستيعاب مسافة التباعد المطلوبة لملف الحث — وبشكل عام، يجب ألا تقل هذه المسافة عن ٣ مم بين أعلى سطح رقائق الألمنيوم في البطانة والجزء الداخلي من قبة الغطاء.
٣. ما الفرق بين التكوينات الناقلة والمستقلة؟
تقدم شركة رويي نموذجين مختلفين لآلات الإغلاق بالحث لتلبية احتياجات مختلف أحجام الإنتاج. ويُصمَّم النموذج القائم على الحزام الناقل للإنتاج المستمر على خط التصنيع، حيث يُدمج بين محطة تغطية العلب ومعدات التعبئة والتغليف اللاحقة. وتتحرك العبوات على حزام ناقل كهربائي (بسرعة قابلة للضبط تتراوح بين ٠ و١٢ مترًا/دقيقة)، وتمر تحت رأس الإغلاق بالحث بشكل مستمر، ما يتيح إغلاق ما بين ٥٠ و٢٠٠ عبوة في الدقيقة، وذلك حسب حجم الغطاء وإعدادات القدرة. ويشمل هذا النموذج قضبان توجيه قابلة للضبط، وارتفاع الحزام الناقل قابل للتعديل ضمن مدى ±٥٠ مم من ٨٥٠ مم لتحقيق التزامن مع خط الإنتاج، فضلاً عن واجهات إدخال/إخراج وحدة التحكم المنطقية القابلة للبرمجة (PLC) للتواصل مع الماكينات السابقة واللاحقة على الخط. أما النموذج المستقل فيُستخدم في عمليات المعالجة ذات الحجم المنخفض أو الدفعات المحدودة. ويتكوّن من رأس إغلاق ثابت مثبت على عمود يمكن تعديل ارتفاعه، ويقوم المشغل يدويًّا بوضع كل عبوة مغطاة تحت ملف الإغلاق ثم يُفعِّل دورة الإغلاق باستخدام دواسة قدم أو زر ضغط. وتتراوح مدة دورة الإغلاق عادةً بين ٠٫٥ و٢ ثانية لكل عبوة، حسب حجم الغطاء. ويستخدم النموذج المستقل نفس تقنية مولِّد الحث والإعدادات القابلة للضبط للقدرة المُستخدمة في نموذج الحزام الناقل. ويمكن ترقية النموذج المستقل إلى نظام شبه آلي عبر إضافة حزام تغذية قصير وتجهيز تثبيت للعبوات لتحسين الراحة التشغيلية وزيادة الإنتاجية في التطبيقات متوسطة الحجم. وتشترك كلا النموذجين في جودة الإغلاق المتطابقة، والتحكم في القدرة، وقدرات التشخيص.
٤. كيف أتحقق من فعالية ختم التحريض؟
يمكن إجراء التحقق من جودة الختم على عدة مستويات، بدءًا من المراقبة أثناء العملية وحتى الاختبارات المخبرية. مراقبة أثناء التشغيل: يقوم ختم الحث من رويي بمراقبة مستمرة لتيار الملف وناتج القدرة خلال كل دورة ختم. أي انحراف خارج التحمل المبرمج يُفعّل إنذارًا، وإذا تم تهيئته، آلية رفض العبوة. وهذا يوفر ضمانًا فوريًا بأن كل عبوة تلقت طاقة الختم الصحيحة. الفحص البصري: بعد الختم، يجب أن تظهر غشاء الفويل مسطحًا ومُلتحمًا بشكل موحد مع حافة العبوة دون تجاعيد أو فقاعات أو مناطق غير مُختومة. ينفصل البطانة المختومة بشكل صحيح بوضوح عن دعم الغطاء عند إزالة الغطاء. الاختبار التدميري: يجب إجراء اختبارات تدميرية دورية على عينات الإنتاج. يضع اختبار تسرب الفراغ (وفقاً لـ ASTM D3078 أو ASTM F2338) العبوة المختومة في غرفة فراغ مملوءة بماء؛ تشير تدفقات الفقاعات إلى وجود تسرب. يقيس اختبار قوة الشد (وفقاً لـ ASTM F88) القوة المطلوبة لفصل الفويل عن حافة العبوة — تكون القيم المقبولة نموذجياً 8 N/25mm كحد أدنى للتطبيقات الصيدلانية و6 N/25mm كحد أدنى للمنتجات الغذائية. يستخدم اختبار اختراق الصبغة محلول صبغة ملوناً مطبقاً على منطقة الختم؛ يشير اختراق الصبغة عبر الختم إلى التصاق غير كامل. لعمليات GMP الصيدلانية، يمكن لرويي توفير وثائق IQ/OQ وبروتوكولات التحقق من الختم. لمراقبة الجودة المتداخلة، تقدم رويي وحدات فحص اختيارية لاحقة تشمل كشف فجوة الختم (بصري)، واختبار انخفاض الضغط، والتحقق من وزن العبوة لمراقبة مستوى الحشو قبل الختم.