



Introducción de la máquina
La máquina de sellado por inducción de alta eficiencia de Hangzhou Ruiyi Machinery Technology Co., Ltd. representa un equipo fundamental en las líneas de empaque para fabricantes que requieren la integridad de cierres a prueba de manipulación. Con más de 20 años de experiencia en maquinaria para el empaque farmacéutico y alimentario, Ruiyi ha diseñado esta selladora por inducción para ofrecer sellos consistentes y fiables en lámina de aluminio que protegen la frescura del producto, evitan fugas y brindan evidencia visible de la integridad del recipiente desde el momento de su fabricación hasta el consumidor final. El sellado por inducción se basa en el principio de inducción electromagnética: una corriente alterna de alta frecuencia que circula por una bobina de cobre genera un campo magnético que cambia rápidamente. Cuando un recipiente con tapa pasa a través o debajo de este campo, la capa de aluminio laminada dentro del forro de la tapa actúa como un conductor secundario: las corrientes parásitas inducidas en la lámina generan un calentamiento resistivo localizado que funde un recubrimiento polimérico en la superficie de la lámina. Este polímero fundido une la lámina al borde del recipiente, creando un sello hermético que permanece intacto cuando el consumidor desenrosca la tapa. Esta tecnología ofrece ventajas claras frente a los métodos convencionales de sellado térmico: el calentamiento es sin contacto e instantáneo, el sello se forma dentro de la tapa sin ningún contacto mecánico con el orificio del recipiente, y únicamente la lámina de aluminio alcanza la temperatura de sellado —el cuerpo del recipiente y su contenido permanecen a temperatura ambiente durante todo el proceso. La máquina de sellado por inducción de Ruiyi está disponible en dos configuraciones principales para adaptarse a distintos requisitos de producción. El modelo basado en banda transportadora se integra en líneas continuas de envasado de botellas, procesando recipientes con tapa mientras pasan bajo la cabeza de sellado por inducción sobre una banda transportadora motorizada, a velocidades de hasta 200 botellas por minuto. El modelo independiente o semiautomático está diseñado para operaciones de menor volumen o procesamiento por lotes, donde un operador coloca manualmente los recipientes con tapa bajo la cabeza de sellado para ciclos individuales de sellado. Ambas configuraciones comparten el mismo núcleo de generador de inducción de alta eficiencia, con salida de potencia ajustable entre 2 kW y 4 kW, lo que permite optimizar los parámetros de sellado para recipientes que van desde pequeñas tapas de botellas farmacéuticas de 20 mm hasta tapas anchas de frascos alimentarios de 100 mm. El sistema de control de la máquina incluye una pantalla digital de potencia, sintonización automática de frecuencia para adaptarse a distintas especificaciones de forros con lámina de aluminio y monitoreo diagnóstico de la corriente y la temperatura de la bobina, garantizando una calidad de sellado constante durante largas jornadas de producción. Todas las superficies que entran en contacto con alimentos o productos farmacéuticos cumplen con los requisitos de las Buenas Prácticas de Manufactura (GMP), y su construcción en acero inoxidable, junto con un gabinete sellado para los componentes electrónicos, asegura un funcionamiento fiable en entornos de producción sometidos a lavado intensivo.
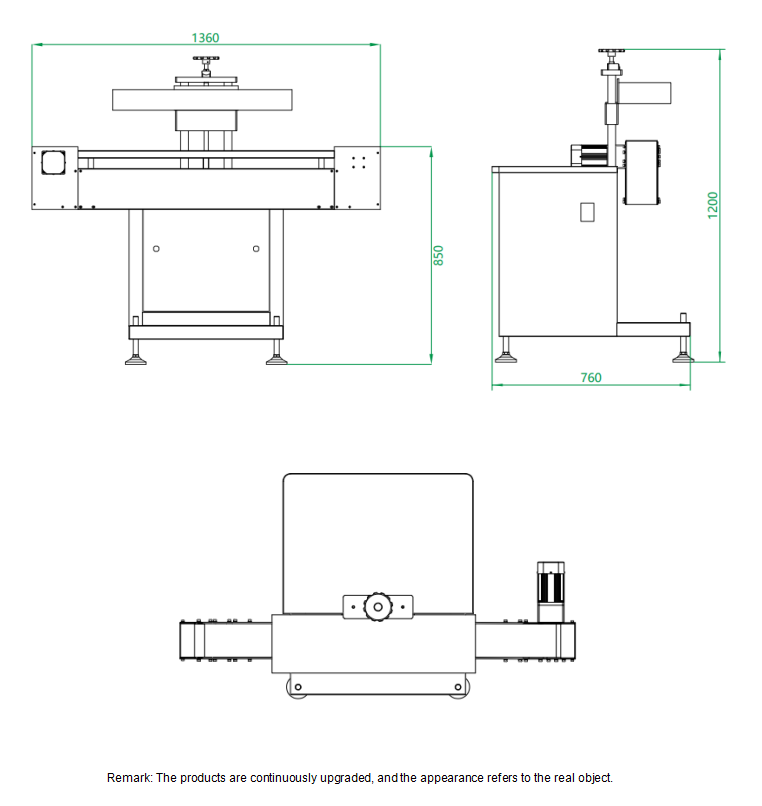
Parámetros técnicos
Principio de funcionamiento
El proceso de sellado por inducción se basa en la ley de inducción electromagnética de Faraday y se ejecuta mediante una secuencia precisamente controlada dentro de la máquina de sellado de Ruiyi. El proceso comienza tras las estaciones de llenado y colocación de tapas: los envases llegan al sellador por inducción con las tapas ya apretadas a la torsión correcta, y cada tapa contiene un revestimiento interno compuesto por múltiples capas —normalmente una capa de soporte de cartón o espuma, una capa de cera de liberación, un disco de lámina de aluminio y una película polimérica termosellable en el lado que enfrenta la boca del envase. El primer paso es la generación de energía y el ajuste de frecuencia: el generador de inducción de estado sólido de la máquina convierte la corriente alterna de la red eléctrica en una corriente alterna de alta frecuencia (80-100 kHz). Antes de cada ciclo de sellado, el sistema de control realiza un barrido automático de frecuencias para identificar la frecuencia de resonancia de la combinación bobina-inducción/carga, optimizando así la eficiencia de transferencia de potencia para la configuración específica de revestimiento de lámina y tapa en uso. El segundo paso es la generación del campo electromagnético: la corriente de alta frecuencia fluye a través de una bobina de inducción de cobre refrigerada por agua, ubicada sobre la trayectoria transportadora de los envases. Esta bobina genera un intenso campo magnético alternante de alta velocidad que penetra a través de la tapa de plástico hasta la capa de lámina de aluminio situada debajo. El material de la tapa (normalmente PP o HDPE) es transparente a los campos magnéticos, lo que permite que el campo interactúe directamente con la lámina. El tercer paso es el calentamiento de la lámina: el campo magnético alternante induce corrientes parásitas circulares dentro del disco de lámina de aluminio. La resistencia eléctrica del aluminio transforma dichas corrientes en calor localizado mediante el efecto Joule —alcanzando típicamente temperaturas de 120-180 °C en 0,2-0,8 segundos, según la potencia ajustada y el espesor de la lámina. Este calentamiento rápido y localizado constituye la principal ventaja del sellado por inducción: la lámina alcanza la temperatura de sellado casi de forma instantánea, mientras que el cuerpo del envase, la tapa de plástico y el contenido del producto permanecen a temperatura ambiente. El cuarto paso es la unión polimérica: el calor generado por la lámina funde la capa polimérica termosellable ubicada en la cara inferior del revestimiento de lámina. Bajo la presión de sujeción mantenida por la tapa apretada, el polímero fundido fluye hacia las microirregularidades superficiales del borde del envase, creando una unión a nivel molecular al enfriarse y solidificarse. Simultáneamente, la capa de cera de liberación entre la lámina y el material de soporte de la tapa también se funde, permitiendo que la lámina sellada se separe limpiamente del soporte de la tapa cuando el consumidor retira esta última. El quinto paso es el enfriamiento y la verificación: al salir el envase sellado del campo de inducción, la unión polimérica se enfría rápidamente (ayudada por el conjunto de bobina refrigerada por agua y por el aire ambiente), solidificándose en un sello hermético permanente. Sistemas opcionales de inspección posteriores pueden verificar la integridad del sello mediante pruebas de decaimiento de presión, inspección visual o medición de la resistencia del sello. Todo el ciclo de sellado —desde la aplicación de energía hasta la solidificación de la unión— ocurre en menos de un segundo por envase, lo que convierte al sellado por inducción en una de las tecnologías de sellado de cierres más rápidas disponibles para entornos de producción en masa.
Las características clave
Aplicaciones y experiencia práctica
Sellado de frascos para alimentos — Productor premium de salsas, Italia
Un productor familiar de salsas para pasta premium, con sede en Emilia-Romagna, adoptó tres máquinas de sellado por inducción Ruiyi para su línea de envasado en frascos de vidrio. La empresa fabrica salsas artesanales a base de tomate, pestos y tapenades de aceituna en frascos de vidrio de 180 ml, 290 ml y 500 ml, con tapas de rosca de 63 mm y 70 mm. El sellado por inducción fue especificado por su distribuidor de exportación para los mercados del Reino Unido y Estados Unidos, donde los sellos a prueba de manipulación son un requisito minorista para productos alimenticios estables a temperatura ambiente. Antes de implementar el sellado por inducción, la empresa dependía únicamente del cierre mecánico de la tapa de rosca, lo que ocasionalmente provocaba fugas menores durante el transporte internacional por vía aérea debido a los cambios de presión. Las máquinas Ruiyi se integraron directamente tras la estación de llenado en caliente y colocación de tapas, sellando frascos a una velocidad de 80 unidades por minuto mientras el producto aún estaba caliente (aproximadamente 65 °C en el punto de sellado). La altura de la cabeza de sellado por inducción se ajustó para adaptarse a ambos tamaños de frasco mediante un ajuste mecánico rápido, y la interfaz hombre-máquina (HMI) almacenó parámetros independientes de potencia y velocidad del transportador para cada referencia de producto (SKU). El director técnico del cliente informó que, tras la implementación del sellado por inducción, las quejas por fugas procedentes de clientes de exportación disminuyeron a cero, frente a una tasa previa de aproximadamente el 0,3 % de las unidades enviadas. Además, el sello de lámina de aluminio aportó un valor percibido para los consumidores minoristas, quienes asociaron la membrana a prueba de manipulación con la calidad y seguridad del producto. Las máquinas han operado durante más de 8.000 horas de producción a lo largo de dos años, con mantenimiento preventivo programado trimestralmente y sin ninguna interrupción no planificada. Ruiyi proporcionó formación remota al equipo de mantenimiento del cliente y mantiene en sus instalaciones un juego de repuesto de bobina de inducción y módulo de potencia listo para su sustitución inmediata, si fuera necesario.
Sellado de botellas de jarabe farmacéutico — Nigeria
Un fabricante farmacéutico con sede en Lagos, que produce jarabes antitusígenos pediátricos, líquidos multivitamínicos y suspensiones antimaláricas, implementó dos máquinas de sellado por inducción Ruiyi como parte de una actualización de su línea de envasado para cumplir con los requisitos reglamentarios de la NAFDAC de Nigeria sobre empaques farmacéuticos a prueba de manipulación. La línea de producción maneja botellas de PET de 100 ml y 200 ml con tapas resistentes a niños de 28 mm que contienen forros sellables por inducción. El requisito reglamentario fundamental era que cada botella debía demostrar una integridad visible del sello: consumidores y farmacéuticos debían poder verificar que el medicamento no había sido abierto ni contaminado desde su fabricación. La calidad constante del sello proporcionada por la selladora por inducción Ruiyi, verificada mediante inspección automática en línea del sello aguas abajo, garantizó el cumplimiento del 100 % de la integridad del sello, documentado en los registros de liberación por lote. El desafío técnico en esta aplicación consistió en mantener un sellado constante en una línea que alterna entre tres formulaciones líquidas distintas, con diferentes viscosidades y temperaturas de llenado. La capacidad de ajuste automático de frecuencia de Ruiyi resultó esencial: el generador de inducción ajusta su frecuencia de operación para compensar ligeras variaciones en la composición del forro de aluminio y en el par de apriete de las tapas, manteniendo así la calidad del sello independientemente de las variaciones en los procesos aguas arriba. El sistema de bobina refrigerada por agua resultó crítico en el entorno tropical de Nigeria, donde las temperaturas ambientales superan regularmente los 35 °C, al prevenir el sobrecalentamiento de la bobina durante turnos de producción de 16 horas. El gerente de aseguramiento de la calidad del cliente documentó cero rechazos de lotes por problemas relacionados con el sello durante 18 meses de operación, y las máquinas alcanzaron una tasa de Efectividad General de los Equipos (OEE) del 94 %, significativamente superior al promedio de la instalación del 82 % para equipos de envasado. El distribuidor local de Ruiyi en Lagos brinda soporte técnico en el lugar y mantiene un inventario consignado de piezas de repuesto críticas.
Sellado de frasco de crema cosmética — Corea del Sur
Una marca surcoreana de belleza (K-beauty) con sede en Seúl, que produce cremas faciales premium, mascarillas para dormir y cremas para los ojos en frascos acrílicos de 30 ml, 50 ml y 100 ml, integró una máquina de sellado por inducción Ruiyi en la línea de empaque de su socio fabricante por contrato. La estrategia de exportación de la marca, orientada a los mercados europeo y norteamericano, exigía sellos a prueba de manipulación en todos los frascos —tanto para reforzar la percepción de seguridad del consumidor como para evitar fugas del producto durante el transporte internacional, donde las bodegas de carga experimentan fluctuaciones de presión y temperatura. La aplicación requería sellar bocas de frasco de 45 mm y 55 mm de diámetro mediante forros de aluminio integrados en tapas roscadas de polipropileno (PP), operando a una velocidad de 60 frascos por minuto. Un requisito específico de calidad establecido por la marca era que el sello de aluminio se desprendiera limpiamente sin dejar residuos de aluminio en el borde del frasco —un defecto cosmético que afecta negativamente la percepción del consumidor sobre un producto de precio premium. Ruiyi colaboró con el proveedor de tapas del cliente para especificar una construcción del forro con una capa de cera de liberación optimizada y un espesor adecuado de película polimérica, logrando un equilibrio entre la resistencia del sello y su facilidad de desprendimiento limpio. Los parámetros de potencia de inducción se calibraron mediante pruebas iterativas en la fábrica de Ruiyi, utilizando frascos y tapas de muestra proporcionados por el cliente; los ajustes finales de los parámetros fueron validados mediante ensayos de fuerza de desprendimiento según la norma ASTM F88. La validación en producción confirmó una resistencia de sello consistente de 12–15 N/25 mm de fuerza de desprendimiento en todos los tamaños de frasco, superando así la especificación mínima exigida por el cliente de 8 N/25 mm. La huella compacta de la máquina permitió su integración en la línea de empaque existente sin necesidad de modificaciones en las instalaciones. Posteriormente, el fabricante por contrato encargó dos selladores por inducción Ruiyi adicionales para otras líneas de productos, basándose en la exitosa validación y en el funcionamiento fiable de la primera instalación durante 10 meses de producción continua.
Garantía de Calidad y Certificaciones
Hangzhou Ruiyi Machinery Technology Co., Ltd. fabrica cada máquina de sellado por inducción bajo un sistema de gestión de calidad certificado conforme a la norma ISO 9001:2015, con un riguroso protocolo de pruebas de aceptación en fábrica. Cada máquina se somete a pruebas exhaustivas previas al embarque, incluidas: prueba de carga completa del generador de inducción en todo el rango de potencia (2-4 kW) con funcionamiento continuo durante un mínimo de 4 horas; verificación de la sintonización automática de frecuencia con tres tipos diferentes de revestimientos de lámina de aluminio; prueba del funcionamiento del sistema de refrigeración por agua, incluida la verificación del caudal, las pruebas de estanqueidad y la medición de la estabilidad térmica bajo carga sostenida; validación de la calidad del sellado mediante contenedores de ensayo normalizados en todo el rango de diámetros de tapa (20 mm a 100 mm), verificándose la integridad del sellado mediante pruebas de estanqueidad al vacío y medición de la resistencia al desprendimiento; prueba de precisión y consistencia de la velocidad del transportador; todas las pruebas de seguridad eléctrica según la norma IEC 60204-1 para equipos eléctricos de maquinaria, incluidas las pruebas de conexión a tierra, resistencia de aislamiento y prueba de alta tensión (hipot); y cumplimiento de las Directivas CE en materia de compatibilidad electromagnética (EMC) y baja tensión (LVD). Cada máquina se entrega con documentación exhaustiva: informe de pruebas del generador de inducción con datos registrados de la curva de potencia; certificado de pruebas del sistema de refrigeración por agua; certificado de pruebas de seguridad eléctrica; Declaración CE de conformidad; manual detallado de operación y mantenimiento (en inglés y chino), que incluye directrices sobre las especificaciones de los revestimientos de lámina de aluminio para distintos materiales de envase; diagramas esquemáticos eléctricos e hidráulicos; y lista de piezas de repuesto recomendadas, con números de pieza e intervalos de sustitución. El equipo de I+D de Ruiyi, compuesto por 10 personas y respaldado por los más de 70 empleados de la empresa, así como por su amplia experiencia práctica derivada de instalaciones en más de 50 países, perfecciona continuamente la geometría de las bobinas de inducción para mejorar la uniformidad del campo, desarrolla actualizaciones de firmware para el algoritmo de sintonización automática de frecuencia y evalúa nuevas tecnologías de semiconductores de potencia de estado sólido con el fin de incrementar la eficiencia del generador. La empresa adquiere componentes críticos —módulos de potencia del generador de inducción, semiconductores IGBT, controladores PLC y bombas del sistema de refrigeración— de proveedores globales reconocidos, todos ellos con certificaciones de calidad documentadas. Para clientes farmacéuticos que requieren validación GMP, Ruiyi ofrece paquetes opcionales de documentación que incluyen protocolos de Prueba de Aceptación en Fábrica (FAT), protocolos de Prueba de Aceptación en Sitio (SAT), documentación de Calificación de Instalación (IQ) y Calificación Operativa (OQ), así como orientación sobre validación de sellado, haciendo referencia a los métodos de ensayo ASTM F88 (resistencia del sellado), ASTM F2096 (detección de fugas por burbujas) y ASTM F2338 (decaimiento del vacío).
Preguntas frecuentes
1. ¿Cómo se compara el sellado por inducción con el sellado térmico convencional?
El sellado por inducción ofrece varias ventajas distintivas frente a los métodos convencionales de sellado térmico por conducción o convección. En primer lugar, el calentamiento por inducción es sin contacto: la bobina de inducción nunca toca el envase ni la tapa, eliminando así la necesidad de barras o placas calefactoras que requieren un control preciso de la temperatura y que pueden quemar o deformar las tapas de plástico. En segundo lugar, el calentamiento por inducción es instantáneo y localizado: únicamente la capa de aluminio se calienta hasta la temperatura de sellado (120-180 °C), mientras que el cuerpo del envase y el contenido del producto permanecen a temperatura ambiente. El sellado térmico convencional aplica calor a través de la pared del envase o de la tapa, lo que puede provocar la degradación térmica de productos sensibles al calor y requiere tiempo de enfriamiento antes de su manipulación. En tercer lugar, el sellado por inducción es eficiente desde el punto de vista energético: la energía se suministra únicamente durante la fracción de segundo en que el envase se encuentra bajo la bobina, frente a los métodos convencionales, que deben mantener continuamente sus elementos calefactores a la temperatura de sellado. En cuarto lugar, el sellado por inducción produce un sellado hermético (hermético al aire) con evidencia clara de manipulación, mientras que el sellado térmico convencional de tapas suele depender de una junta de compresión que puede no ofrecer una característica visible de evidencia de manipulación. El compromiso es que el sellado por inducción requiere tapas con revestimientos que contengan lámina de aluminio y un generador de inducción compatible, mientras que los métodos convencionales pueden tener requisitos más sencillos en cuanto a consumibles. Para aplicaciones farmacéuticas y alimentarias, donde la evidencia de manipulación, el sellado hermético y la protección térmica del producto son requisitos críticos, el sellado por inducción constituye la tecnología estándar en la industria.
2. ¿Qué tipos de tapas y revestimientos se requieren para el sellado por inducción?
El sellado por inducción requiere tapas que contengan un forro de inducción multicapa. Un forro típico de inducción consta de cuatro capas, de arriba abajo: una capa de respaldo de pulpa o espuma (proporciona compresión y amortiguación), una capa de cera o polímero de liberación (se derrite durante el sellado para permitir una separación limpia de la lámina de aluminio de la tapa), un disco de lámina de aluminio (el elemento de calentamiento inductivo, con un grosor típico de 20 a 40 micrones) y una película termosellable de polímero (típicamente de PEAD, EVA o basada en PET, con un grosor de 30 a 50 micrones) en el lado de contacto con el recipiente. Distintos materiales de recipiente requieren distintos polímeros termosellables: las películas basadas en PEAD se adhieren mejor a botellas de PEAD y PEAD de alta densidad (PEAD-HD), las películas basadas en EVA se adhieren a recipientes de polipropileno (PP), y las películas basadas en PET se adhieren a recipientes de PET. Los recipientes de vidrio suelen utilizar un forro universal de mezcla PEAD/EVA que se adhiere a la superficie de vidrio tras un tratamiento con llama o un recubrimiento con silano. Ruiyi proporciona una guía de selección de forros y puede ensayar, en nuestra fábrica, las tapas y los recipientes suministrados por el cliente para validar su compatibilidad antes de la entrega de la máquina. La propia tapa puede tener rosca continua, ser resistente a niños o presentar características de evidencia de manipulación, siempre que ejerza una presión descendente suficiente sobre el forro durante el proceso de sellado para garantizar el flujo fundido del polímero hacia la superficie del borde del recipiente. Las tapas deben disponer de un espacio libre suficiente por encima del forro para acomodar el espacio necesario para la bobina de inducción —normalmente un mínimo de 3 mm entre la parte superior del forro de lámina de aluminio y el interior de la corona de la tapa.
3. ¿Cuál es la diferencia entre las configuraciones de transportador y autónoma?
Ruiyi ofrece dos configuraciones de máquinas de sellado por inducción para adaptarse a distintas escalas de producción. El modelo basado en transportador está diseñado para producción continua en línea e integra entre la estación de colocación de tapas y los equipos de empaque posteriores. Los envases se desplazan sobre una cinta transportadora motorizada (velocidad ajustable de 0 a 12 m/min) y pasan continuamente bajo la cabeza de sellado por inducción, alcanzando una capacidad de 50 a 200 envases por minuto, según el tamaño de la tapa y los ajustes de potencia. Este modelo incluye rieles guía ajustables, una altura del transportador ajustable entre 850 mm ±50 mm para la sincronización con la línea, y interfaces PLC I/O para la comunicación con equipos ubicados aguas arriba y aguas abajo. El modelo independiente está diseñado para operaciones de menor volumen o por lotes. Cuenta con una cabeza de sellado fija montada sobre un poste de altura ajustable, y el operario coloca manualmente cada envase con tapa debajo de la bobina e inicia el ciclo de sellado mediante pedal de pie o botón pulsador. El tiempo del ciclo de sellado es típicamente de 0,5 a 2 segundos por envase, según el tamaño de la tapa. El modelo independiente utiliza la misma tecnología de generador de inducción y los mismos ajustes de potencia variables que el modelo con transportador. La configuración independiente puede actualizarse a una configuración semiautomática con un corto transportador de alimentación y un dispositivo de posicionamiento de envases para mejorar la ergonomía y la productividad en aplicaciones de volumen medio. Ambas configuraciones comparten idéntica calidad de sellado, control de potencia y capacidades de diagnóstico.
4. ¿Cómo verifico que el sello de inducción es eficaz?
La verificación de la calidad del sellado se puede realizar a varios niveles, desde la supervisión en proceso hasta las pruebas de laboratorio. Supervisión en máquina: el sellador por inducción de Ruiyi supervisa continuamente la corriente de la bobina y la potencia de salida durante cada ciclo de sellado. Cualquier desviación fuera de la tolerancia programada activa una alarma y, si está configurado, un mecanismo de rechazo del envase. Esto proporciona una garantía en tiempo real de que cada envase recibió la energía de sellado adecuada. Inspección visual: tras el sellado, la membrana de aluminio debe presentarse plana y adherida uniformemente al borde del envase, sin arrugas, burbujas ni áreas sin sellar. Un revestimiento correctamente sellado se separa limpiamente del respaldo de la tapa al retirar esta última. Pruebas destructivas: deben realizarse periódicamente pruebas destructivas sobre muestras de producción. La prueba de fuga al vacío (según ASTM D3078 o ASTM F2338) coloca el envase sellado en una cámara de vacío llena de agua; las corrientes de burbujas indican fugas. La prueba de resistencia al desprendimiento (según ASTM F88) mide la fuerza necesaria para separar la lámina de aluminio del borde del envase; los valores aceptables típicos son como mínimo 8 N/25 mm para aplicaciones farmacéuticas y como mínimo 6 N/25 mm para productos alimentarios. La prueba de penetración con colorante utiliza una solución coloreada aplicada sobre el área de sellado; la penetración del colorante a través del sellado indica una unión incompleta. Para operaciones farmacéuticas bajo normas GMP, Ruiyi puede suministrar documentación de IQ/OQ y protocolos de validación del sellado. Para el control de calidad en línea, Ruiyi ofrece módulos opcionales de inspección posteriores, incluidos la detección de huecos en el sellado (visual), la prueba de decaimiento de presión y la verificación del peso del envase para el monitoreo del nivel de llenado antes del sellado.